

Indice dei contenuti
- 1 Come eseguire la puntatura dei pezzi
- 2 Come saldare bene? Occorre lavorare comodi…
- 3 Come si preparano i pezzi per eseguire una bella saldatura
- 4 Come saldare lamiere sottili con saldatrice elettrodo
- 5 Il percorso giusto di saldatura
- 6 Qual’è la saldatura più difficile?
- 7 Le posizioni di saldatura
- 8 Come saldare in differenti modi
- 9 Rifinire le saldature
- 10 La spruzzatura
- 11 Le brutte saldature
- 12 Deformazioni nella saldatura
Sapere e imparare come saldare correttamente non è facile: con questa guida illustreremo tutte le tecniche e i segreti per effettuare una saldatura corretta
Imparare a saldare è importate. Se saldare su pezzi di buon spessore è relativamente facile, le cose si complicano con quelli più sottili che, purtroppo, tendono a bucarsi sotto l’effetto dell’arco voltaico. La prima cosa da fare, quindi, per capire come saldare correttamente è quella di impostare un valore di corrente il più basso possibile, sufficiente però a fondere l’elettrodo. L’ultimo step di un buon saldatore è il raggiungimento di una buona capacità nella saldatura a gas.
Per capire come saldare nel migliore dei modi è oppurtuno ricordare che un elettrodo da 1,6 mm richiede da 25 a 50 A e quello da 2 mm da 40 ad 80 A (da 60 a 110 A e da 80 a 160 A servono per gli elettrodi per saldatura da 2,5 e da 3,2 mm).
Premesso che è sempre bene eseguire qualche prova di saldature elettrodo su pezzi di scarto, dello spessore del pezzo in lavorazione, si possono ottenere risultati apprezzabili anche diminuendo un po’ l’inclinazione dell’elettrodo, per far sì che l’arco durante le saldature a elettrodo investa la superficie di sbieco ed agisca su una zona più estesa.
Per un principiante che deve imparare come saldare senza sbagliare, poi, gli esemplari da 1,6 mm sono spesso più difficili da gestire rispetto a quelli da 2 mm e, durante l’uso, “bucano” di più: depositando una ridotta quantità di materiale d’apporto, viene spontaneo soffermarsi più del necessario sullo stesso punto.
Fondamentale, in tutte le tecniche di saldatura è utilizzare maschera autoscurante per saldatura.
Ottime macchine per saldare, che consigliamo senza remore sono quelle a marca Telwin

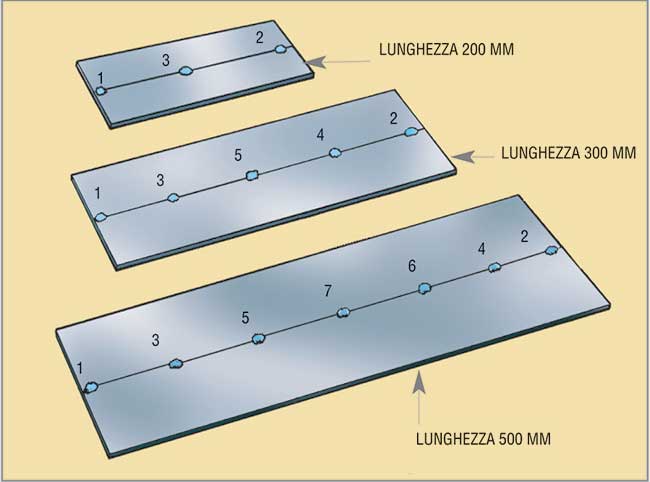
Come eseguire la puntatura dei pezzi

Come saldare bene? Occorre lavorare comodi…
Il secondo accorgimento per imparare come saldare in modo corretto consiste nell’affrontare la saldatura nella posizione più comoda possibile, ben saldi sulle gambe e senza ingombri tra i piedi. Con la saldatrice spenta si prova a simulare l’esecuzione del cordone: l’assenza dell’arco voltaico permette di eseguire delle prove in tutta tranquillità, in modo da trovare la direzione nella quale viene più naturale procedere.
I saldatori di professione hanno un loro particolare sistema sul come saldare nel migliore dei modi: alcuni si dispongono in modo che la saldatura si trovi perpendicolare al loro corpo, dritta davanti al naso; altri si piazzano col torace parallelo alla saldatura e si muovono da sinistra verso destra (o al contrario, se sono mancini).
Lo stesso discorso vale, entro certi limiti, per l’inclinazione dell’elettrodo (saldatura elettrodo) rispetto al pezzo da saldare: in condizioni normali va bene un’angolazione di 20-30° circa, ma molto dipende dallo spessore dei pezzi, dalla corrente di saldatura e dalla velocità di esecuzione; un arco proiettato in verticale ha più tendenza a bucare il materiale che non uno inclinato.
Per quanto riguarda infine la capacità di avvicinarsi al pezzo man mano che l’elettrodo si consuma, qui non sono possibili simulazioni di sorta: si tratta solo di esercitarsi su pezzi di scarto, preferendo ritagli di lamiera spessa almeno 3-4 mm e di dimensioni non proprio ridotte, in modo da poter consumare un intero elettrodo senza doversi interrompere.
Acquista ciò che serve per saldare correttamente

- Saldatrice inverter ad elettrodo MMA in corrente continua (DC) da 130A completa di accessori per la saldatura MMA (pinza porta elettrodo Dallas 300 e pinza di massa Toledo completa di cavi da 1,5m) e valigetta in plastica
- Saldatrice Prodotta in Italia da Telwin. Sicurezza e Qualità certificata da TÜV SUD
- Leggera e compatta con alimentazione a 230V - 16 A (possibile utilizzo con contatori domestici da 3kw)
- Protezione termostatica, sovratensione, sottotensione, sovracorrente. Compatibile per l'utilizzo con il motogeneratore (230V - 15 percento). Elevata stabilità della corrente di saldatura alle variazioni della tensione di alimentazione
- Dispositivi avanzati di controllo dell’arco: arc force, hot start, anti-stick. Permettono una partenza della saldatura ottimale, aiutano lo stacco delle gocce dall’elettrodo e prevengono l’incollaggio dello stesso sul pezzo da saldare

- Maschera a caschetto per uso hobbistico adatta per saldatura MMA, TIG e MIG-MAG ad oscuramento fisso (11 DIN)
- Garantisce elevate prestazioni in TIG (>5A)/ MIG-MAG/MMA
- Leggera e comoda, è dotata di un sistema di regolazione della crociera per un comfort ottimale
- Il filtro a cristalli liquidi LCD si oscura automaticamente allo scoccare dell'arco di saldatura e ritorna rapidamente allo stato trasparente allo spegnimento dello stesso, eliminando la necessità di alzare ed abbassare la maschera ad ogni pausa di lavoro e consentendo quindi di operare con le mani libere
- Funzionamento a cella solare

- Saldatrice inverter 4 processi in 1 (filo animato, mig-magbrazing, elettrodo mma, tig dc-lift) controllata a microprocessore con alimentazione a 230v €“ 16 a (ideale per l'uso con contatori domestici da 3kw); perfetta per l'uso su diversi materiali (acciaio, acciaio inossidabile, alluminio) e diverse applicazioni, dalla manutenzione all'installazione.
- La regolazione sinergica dei parametri di saldatura rende il prodotto semplice da usare e garantisce un risultato sempre eccellente; pannello intuitivo con 3 impostazioni per iniziare a saldare: processo, forma del cordone e spessore; la stabilità dell'arco di saldatura unitamente al controllo elettronico (inverter) garantiscono facilità di utilizzo e risultati sorprendenti anche per i meno esperti
- Predisposta per l'uso con bobine con diametro 100 e 200 mm
- Protezioni termostatica, sovratensione, sottotensione, sovracorrente; compatibile per l'utilizzo con il motogeneratore (230v - 15 percent)
- Saldatura ad elettrodo con regolazione di arc-force e presenza di dispositivi hot-start and anti-stick; salda elettrodi sia rutili che basici fino al diametro 3,2mm

- Acciaio nichelato resistente alla corrosione
- Apertura regolabile e leva di sgancio rapido

- Potenza del motore 720W
- Livello di pressione sonora 91 dB
- Numero di giri a vuoto: 11000 min-1
- Concepita per dischi e platorelli in gomma da 125 mm di diametro
- Utilizzabile per tagliare calcestruzzo, pietra e piastrelle

- Lima Piatta parallela
- taglio bastardo
- In acciaio ad alto tenore di carbonio
- Lunghezza mm 150
Come si preparano i pezzi per eseguire una bella saldatura
Tempo richiesto: 1 ora
- Tagliare il tubo quadro
Il tubo quadro si taglia con quattro tagli sulle facce, senza scendere col seghetto oltre lo spigolo perché, nel taglio in verticale, è molto facile che la lama sbandi lateralmente rovinando il lavoro.

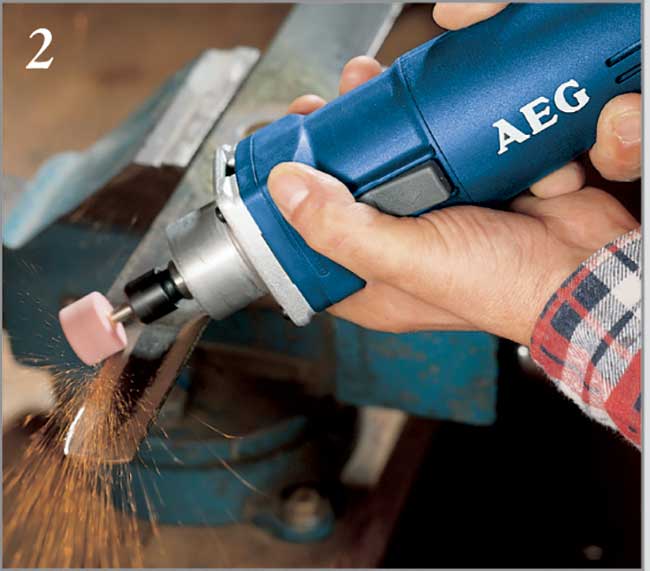
- Utilizzare la smerigliatrice
Una smerigliatrice diritta con moletta, è efficace per preparare i pezzi alla saldatura o per rifinire i cordoni di saldatura: produce però un rumore piuttosto fastidioso e, soprattutto durante un impiego prolungato, non guasta una buona cuffia a protezione del nostro udito.
- Smussare i bordi tagliati
La smussatura dei bordi tagliati, oltre a proteggere le mani di chi maneggia i pezzi, dà più area di contatto ai cordoni di saldatura che possono penetrare fra lo smusso e la parete adiacente.

- Sgrassare il metallo
Il ferro nuovo risulta sempre ricoperto di una patina lubrificante e protettiva. Prima di passare alla saldatura può essere necessario sgrassare bene il metallo con diluente nitro.

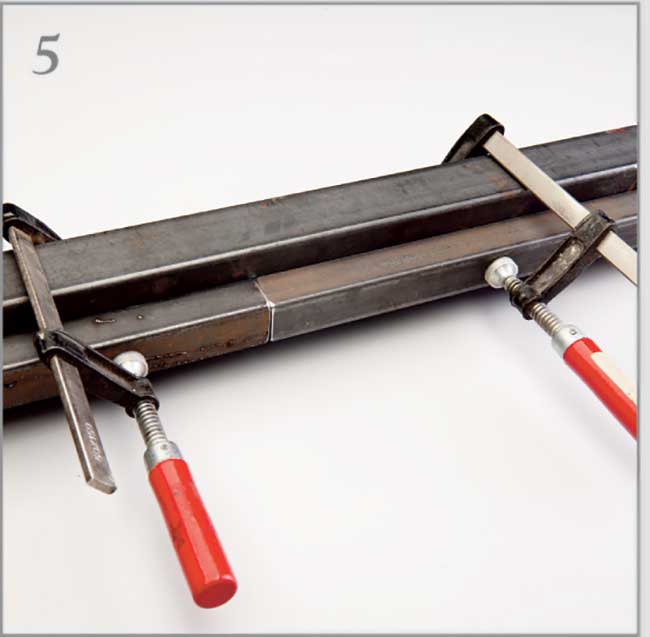
- Aiutarsi con i morsetti
Per unire in testa due pezzi di tubolare conviene renderli solidali morsettandoli ad un terzo pezzo. In questo modo, oltre a tenerli fermi, restano anche ben allineati.
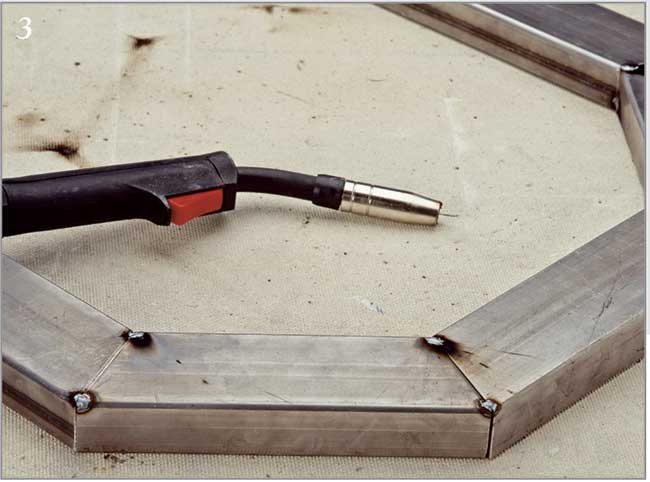
- Usare un morsetto angolare per saldature di pezzi a 90°
La saldatura di due pezzi da unire a 90°, con estremità tagliate a 45°, richiede di bloccare saldamente i ferri nella posizione corretta: ideale è un morsetto angolare di metallo.

- Usare squadretta di metallo e morsetti con estremità troncate a 90°
Due pezzi con estremità troncate a 90° si tengono in posizione usando una squadretta di metallo e morsetti, il tempo di fare la puntatura.

Come saldare lamiere sottili con saldatrice elettrodo

Per capire come saldare lamiere molto sottili bisogna innanzitutto non aspettarsi un risultato esteticamente perfetto: è necessario infatti procedere per piccoli tratti, interrompendo la saldatura prima che il metallo, accumulando un calore eccessivo, si buchi.
La saldatura si può eventualmente riprendere sul lato opposto con maggior tranquillità, perché si interviene su uno spessore maggiore.
Il percorso giusto di saldatura
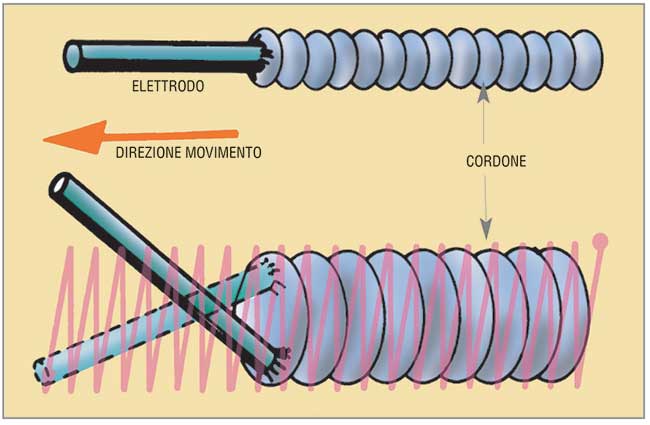
Si può scegliere tra diversi percorsi da far compiere alla punta dell’elettrodo durante la saldatura. Per un cordone largo, e nella saldatura discendente, è necessario seguire un percorso a zig-zag e, contemporaneamente, inclinare a destra ed a sinistra l’elettrodo. Un cordone più stretto non necessita dell’inclinazione dell’elettrodo.
Qual’è la saldatura più difficile?
La saldatura sopra testa usa i medesimi percorsi dell’elettrodo impiegati per le saldature in piano. Però non è facile impararla subito. È meglio partire da una saldatura verticale, dopo aver imparato ad eseguirla correttamente in senso ascendente. Subito dopo si prova ad eseguire un cordone sottile tenendo la lamiera “più che in verticale”, ossia inclinata verso di noi, di quanto non importa.
Serve per acquisire la nozione della saldatura che non cola, non perché evada la legge della gravità, ma perché la coesione causata dall’elevata capillarità del metallo fuso impedisce alle goccioline di staccarsi e di cadere giù. In aggiunta, la pressione del flusso dell’arco voltaico contribuisce a trasferire le gocce dalla punta dell’elettrodo alla lamiera soprastante.
Dopo aver eseguito una saldatura a 60-70° (inclinazione verso chi salda), si passa alla tappa obbligata, intermedia, di 45°, poi a quella “sopratesta”. Per lavorare meglio è necessario che il materiale da saldare o il semplice foglio di lamiera si trovi veramente sopra la testa, ossia ad un paio di metri d’altezza. Tenersi più bassi costringerebbe a lavorare inginocchiati o incurvati, posizioni scomode, che impediscono la formazione regolare di un bel cordone.
Terminata la saldatura occorre batterla con la martellina per far saltar via le scorie, che non sono altro che il deposito siliceo (la silice è di fatto sabbia) antiossidante che circonda l’elettrodo come una specie di tubetto. L’antiossidante serve per prevenire un’eccessiva formazione di ruggine al momento della saldatura. Il ferro o l’acciaio, quando sono alla temperatura di fusione ed anche meno, assorbono una grande quantità di ossigeno. Si forma così l’ossido di ferro, cioè la ruggine.
La temperatura più critica per la formazione dell’ossido è intorno ai 1350 °C, ossia ben al di sotto di quella fusione, una temperatura attraverso la quale è inevitabile passare durante la fase di raffreddamento del materiale d’apporto e del metallo sciolto nel cratere. Il disossidante è incombustibile ed inossidabile: forma uno strato protettivo sopra il metallo fuso, in quanto, essendo più leggero, vi galleggia sopra, senza pericolo che le scorie si incorporino nella saldatura.
Le posizioni di saldatura
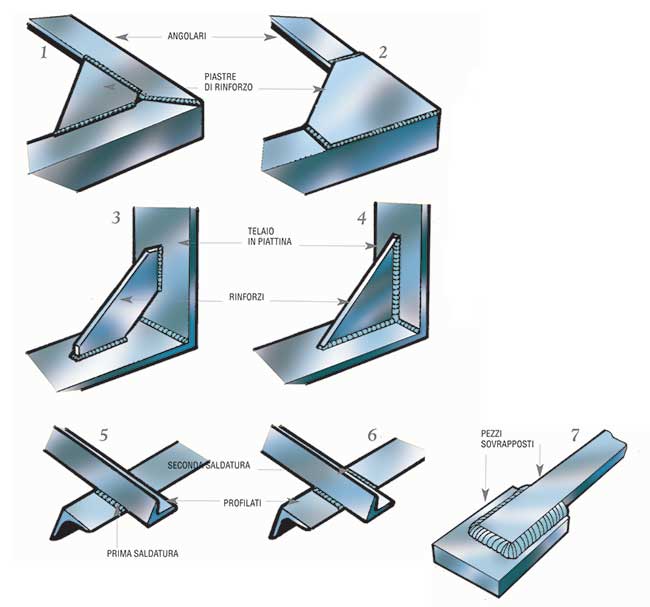
1-2: due angolari ad L saldati di testa. Per evitare successivi allargamenti non basta la sola saldatura, servono anche rinforzi con piastre.
3-4: gli spigoli di un telaio si rinforzano con una piccola traversa o una squadra saldata.
5-6: per unire due barre profilate è necessario saldarle su entrambi i bordi.
7: saldatura su pezzi sovrapposti.

dell’angolo, 2 cordoni sovrapposti: il primo unisce le parti ed il secondo, steso su una superficie più ampia, realizza una minuscola squadretta di rinforzo.
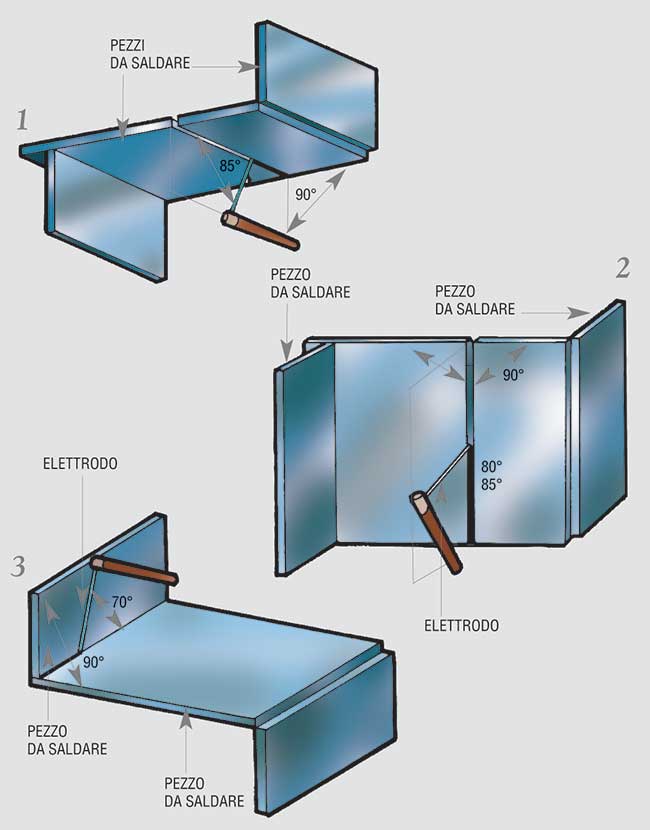
Come saldare in differenti modi
I saldatori professionisti, quando saldano due pezzi posti in verticale, eseguono quasi sempre la saldatura discendente: partono cioè dall’alto e vanno verso il basso. La scoria però tende a scendere verso il basso e a penetrare nel metallo fuso, rendendo la saldatura più fragile, piena di difetti, falle ed altre inclusioni pregiudizievoli.
È preferibile la saldatura ascendente, dal basso verso l’alto, in modo da evitare le inclusioni di scorie. Andando verso la verticale conviene sempre eseguire una saldatura sottile: il materiale d’apporto fa presa sulle lamiere senza che si verifichino colature, a patto di non insistere troppo in un punto e di non impiegare un amperaggio elevato.
- nella saldatura sopra testa su elementi piani l’inclinazione dell’elettrodo è di 85 gradi. L’inclinazione diminuisce (80 gradi) su saldature orizzontali.
- la saldatura verticale si esegue salendo verso l’alto con l’elettrodo e tenendolo ad 80-85°.
- una giunzione a 90° viene realizzata tenendo l’elettrodo inclinato a 70° rispetto al cordone.
Queste indicazioni sono fondamentali nella saldatura a gas e nella saldatura a elettrodo
Rifinire le saldature
Dopo aver atteso che la saldatura si sia convenientemente raffreddata, la si colpisce con la punta della martellina. Il disossidante, le cui proprietà fisiche e chimiche sono molto prossime a quelle del vetro, salta via senza difficoltà. Dopo aver usato la martellina, si passa la spazzola di ferro che elimina gli ultimi residui. Per un’accurata rifinitura può servire anche la levigatrice orbitale che ha la stessa struttura della smerigliatrice (questa la si usa per spianare rilievi eccessivi), ma monta un disco di carta abrasiva; avendo un regime di rotazione più basso (3500 contro 6500 giri/min) non produce rigature e pareggia, in modo rapido ma preciso, i cordoni di saldatura.
I cordoni ben eseguiti e privi di difetti possono, nella maggior parte dei casi, essere lasciati a vista. La saldatura ad arco è la più semplice, rapida e conveniente tra le tecniche di giunzione e anche la più potente, purché si rispettino le regole. Fino a che non si acquista la necessaria esperienza, si è portati a compiere alcuni inevitabili errori.


1-2 la stessa saldatura fotografata con e senza la scoria. Nella prima foto è evidente la formazione globosa e opaca che la riveste; nella seconda, dopo essere stato battuto con la martellina e ripulito con la spazzola, il cordone appare in tutta la sua brillantezza.

3 – se la saldatura è ben eseguita (ed è stato usato un elettrodo di buona qualità) basta qualche colpo ben assestato per mettere a nudo l’intero cordone.

4 – l’indispensabile martellina battiscoria può essere uno strumento a sé stante, oppure può presentarsi in versione combinata con la spazzola metallica; questa seconda versione viene spesso fornita nella dotazione di serie delle saldatrici. La spazzola serve per rimuovere gli ultimi residui di scoria, ancora aderenti al cordone.
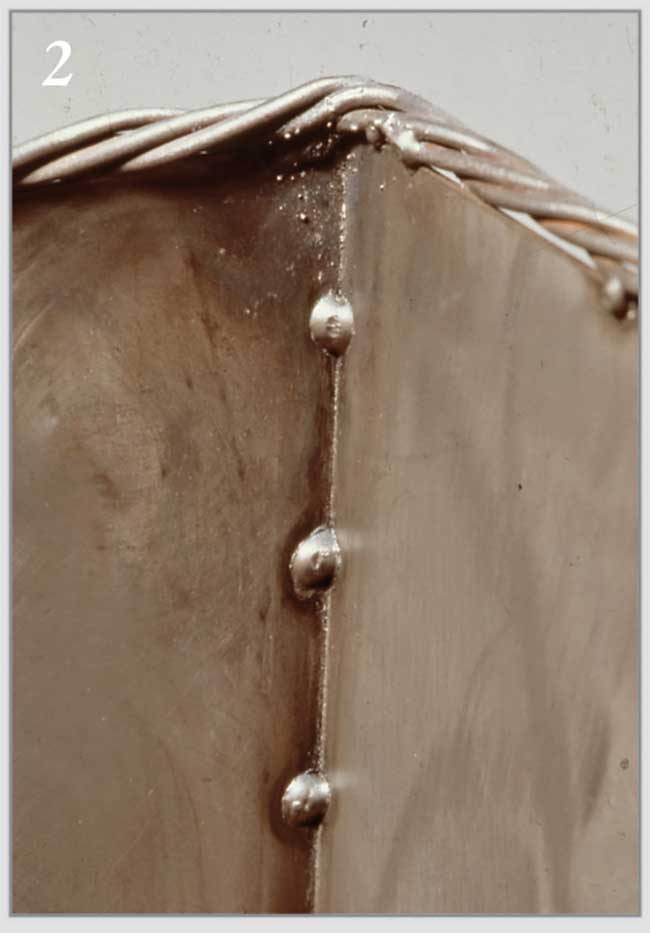
La spruzzatura
Quando si esegue una saldatura con un eccesso di corrente, si verifica il particolare fenomeno della spruzzatura. Accanto al cordone che stiamo formando, sia da un lato che dall’altro, e perfino davanti, schizzano alcune sferette di metallo d’apporto che si incollano alla superficie. Inutile sperare di poter far saltare via le palline con qualche colpo di martellina oppure di inglobarle nel cordone che avanza: occorre subito interrompere la saldatura e regolare il volantino su di una corrente inferiore.
Non si deve mai aver paura di fermarsi nel corso della formazione di un cordone, perché tanto, prima poi, bisogna sostituire l’elettrodo.
Cordoni difettosi
Un brutto cordone è semplicemente un cordone difettoso, che può riservare delle brutte sorprese. Se la linea di unione tra i due pezzi è rettilinea ed il cordone non lo è, perché va a zig-zag, ci saranno inevitabilmente punti in cui il metallo d’apporto si è depositato prevalentemente su di un pezzo e meno sull’altro. Sono punti di scarsa tenuta non perfettamente stagni.
Occorre gettare i pezzi e ricominciare daccapo oppure ripulire con la mola la superficie e ripartire con un altro cordone, magari un po’ più largo per coprire i difetti rimasti. Non si deve mai avviare una saldatura senza aver prima fermato i pezzi con una giusta puntatura. Le puntature debbono essere frequenti e lievi: è meglio tener bassa la corrente, rischiare un’incollatura, che poi verrà ripassata ed inglobata dal cordone di saldatura, piuttosto che lasciare grumi eliminabili soltanto con la mola. Frequente e leggera, la puntatura non deve mai pregiudicare l’estetica della saldatura.
Le brutte saldature



Deformazioni nella saldatura
Solo spessi blocchi o lastre di metallo possono sopportare la temperatura di 3000 °C senza subire distorsioni. Il materiale saldato tende ad inarcarsi come se volesse sollevarsi a ricoprire la saldatura stessa, sia questa eseguita a cordone sia a semplici punti o tratti preliminari. La distorsione di solito non è un fenomeno molto rilevante, ma fastidioso, perché il materiale alla fine deve essere piano o rettilineo, angolato a 90°. Le deformazioni non possono essere evitate perché sono la conseguenza di diversi fenomeni fisici, naturali, ma si può ridurle al minimo, oppure, molto più opportunamente, compensarle con altre deformazioni dalle caratteristiche opposte le une alle altre.

La smerigliatrice angolare va mantenuta leggera e, per meglio controllare la sua azione, è preferibile equipaggiarla anche con l’impugnatura supplementare. Il carter di protezione del disco va orientato in modo da convogliare le scintille lontano dall’operatore.

- Saldatrice a FILO ANIMATO (FLUX ) da 90A compatta e portatile. Non serve la bombola del GAS per saldare. Suggerita per un utilizzo hobbistico su ferro fino a 2mm.
- Regolazione della velocità del filo automatica in base alla posizione della corrente selezionata (MIN-MAX).Utilizzo di filo flux da 0,8 e 0,9 mm; bobine max da 1 kg.
- Ideale per l’uso con contatori domestici (consumo max 2,5 kW) e utilizzo su prese anche da 10A.
- Completa di torcia MIG-MAG TW160 con attacco diretto e pinza di massa. Con protezione termostatica.
- Saldatrice prodotta in Italia da Telwin.

- Un prodotto originale da Silverline
- Modello 742076
- Multicolore
- Facile da usare, qualità ottimale

- Certificato CE - Protezione saldatura Classe 2
- Fibbia ergonomica a sgancio rapido
- Strap regolabili per una vestibilità più sicura
- Apertura frontale con gancio e anello
- Disegnato per gli ambienti più difficili

- Il rivestimento anti-fiamma protegge i vestiti dalle scintille calde, realizzate in pelle di mucca, resistenti e morbide, comfort.
- 102cm di lunghezza totale, offri protezione extra da saldatura, macinazione o qualsiasi altra lavorazione.
- Larghezza della spalla 54cm, un formato misura tutti
- Cinghie regolabili per una vestibilità comoda e una tasca per mantenere le vostre forniture a portata di mano
- Cinghia facile con il disegno della presa, disegno semplice della presa, secondo le dimensioni differenti della regolazione, l'intero processo di produzione requisiti rigorosi, squisita lavorazione, qualità e qualità attraverso il controllo multi-livello

- Occhiali di protezione anca Basic chiaro classico occhiali con protezione laterale integrata
- antikratzbeschichtet
- Staffa di lunghezze e altezza regolabile
- Classica – Occhiali protettivi con protezione laterale integrata
- Peso ca. 30 G. en 166


[…] il piano sia perfettamente orizzontale può essere necessario adattare le pieghe al divano. Con la saldatrice si salda uno spezzone di piattina lungo 300 mm collegando le due staffe; altre due piattine, […]
[…] Prima di addentrarci nei dettagli ed imparare come saldare il rame, consigliamo fortemente di leggere in modo approfondito la nostra guida per imparare saldare correttamente […]
[…] di bordo consente, con un utilizzo semplice e intuitivo, di ottenere una elevata qualità della saldatura. L’alta stabilità della corrente di saldatura anche alle variazioni della tensione di […]
[…] al taglio (taglio ferro in prima battuta) per poi collegare le parti con viti e bulloni o tramite saldatura, offre l’opportunità per apprezzarne la robustezza e la resistenza nel […]
[…] capire come saldare bene il neofita deve affrontare diverse difficoltà contemporaneamente: l’elettrodo che tende a […]
[…] di acciaio dolce si può comporre una grata nelle dimensioni volute senza ricorrere alla saldatura. I montanti sono costituiti da barre preforate: si tratta di tondini di diametro 25 mm nei quali […]
Essendo un principiante ho trovato questo articolo molto istruttivo
Grazie!
Io sono un meccanico e anche saldatore ,quello che ho letto mi è stato di aiuto ma la mia difficoltà nel saldare tubi dal lato di sotto non riesco a trovare un sistema corretto per non fare colare e formare un bel cordone ė sicuro
Da quello che avete spiegato è molto importante la pulizia del pezzo e l’inclinazione dell’eletrdo
Gradirei una maggior informazioni ed esebi per fare una saldatura corretta da sotto ,io adopero elettrodi basico da 2,5
tutto assolutamente chiaro, il difficile inizia quando si devono ricordare tutti i preziosi suggerimenti.esiste una forma cartacea?
GRAZIE
chiarissimo; non sono capace ma il vostro sito è illumunante e speriamo che io migliori nei non rari casi di saldatura
Buona info, grazie. La domanda che avrei: sii dovessi saldare ricci di 14mm di spessore su tubolare da 4mm, con una telwin 150 ce la posso fare?
Grazie di nuovo
Sergio MIlano
Buongiorno, Come mai saldare su banco di lavoro in metallo il pezzo da. Saldare si. Attacca al. Banco? Forse perché oh messo ai piedi dei. Tappi di plastica? Grszie