

Indice dei contenuti
- 1 Per intagliare il profilo elicoidale che permette di unire elementi per avvitatura servono particolari strumenti da taglio il cui utilizzo è subordinato al rispetto di regole ben precise
Per intagliare il profilo elicoidale che permette di unire elementi per avvitatura servono particolari strumenti da taglio il cui utilizzo è subordinato al rispetto di regole ben precise
Filettare significa realizzare una sagomatura di un elemento cilindrico e di un foro per l’accoppiamento di dadi, bulloni, viti da ferro, filettare alluminio ed altri elementi meccanici: si prepara cioè la superficie di due pezzi metallici per una solidissima unione; si può filettare l’interno di un tubo o l’esterno.
Nel primo caso si usano i maschi con un codolo quadro che può essere azionato da un giramaschi: sono utensili simili a punte, realizzati in acciaio al carbonio in serie di tre pezzi. Nel secondo caso si usano le filiere montate sul girafiliere: la parte tagliente che agisce sul tondino è intervallata da larghi spazi vuoti per eliminare il truciolo metallico.
Un filetto classico ha sezione triangolare e le sue misure fondamentali sono il passo e il diametro. Normalmente il passo aumenta con l’aumentare del diametro. La buona riuscita del lavoro dipende dalla foratura del pezzo; il foro filettato dev’essere perpendicolare alla superficie e di diametro proporzionato a quello della vite che deve ospitare.
Il foro va ripulito dai trucioli e lubrificato prima di inserire il maschio sbozzatore; si prosegue, previa ulteriore pulitura, col maschio intermedio e con quello finitore, che lascia il filetto pronto all’uso. Filettare al tornio è la massima espressione di questa tecnica.
Come filettare internamente
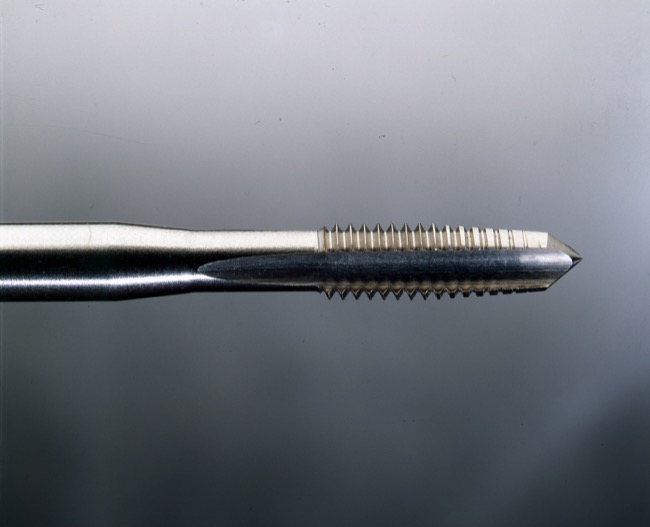
Le filettature nei fori si eseguono con i maschi, elementi cilindrici che presentano all’estremità superiore un tratto a sezione quadra per l’inserimento del giramaschi e all’estremità opposta i pettini incisori (3 o 4 per le misure più comuni) intercalati da scanalature per l’espulsione dei trucioli e per il passaggio del lubrificante.
Ogni filettatura si ottiene con il passaggio in successione di tre maschi della stessa misura: sgrossatore, contrassegnato da una tacca sul gambo, intermedio (due tacche) e finitore (senza tacche o, raramente, con tre tacche).
Il primo ha un imbocco accentuato, quasi non asporta materiale e serve soltando per aprire la strada all’intermedio, in modo da realizzare una traccia che ne permetta l’avanzamento perfettamente in perpendicolare.
L’intermedio e il finitore realizzano la vera filettatura, perciò ogni rotazione di 360° è bene fare 1/4 di giro indietro per rompere i trucioli e favorirne l’evacuazione. In caso contrario si deve applicare una forza eccessiva per far avanzare il maschio, che potrebbe spezzarsi di netto nel foro.
La scelta della punta
Le punte da trapano che si utilizzano normalmente in laboratorio hanno diametri crescenti di 0,5 mm, ma, come mostra la tabella, servirebbero scarti decimali più ristretti. Tuttavia si può arrotondare la misura, per eccesso o per difetto, accettando che il filetto risulti un po’ meno “carnoso” o che il maschio faccia un po’ più fatica a filettare.
Tabella Filettature ISO
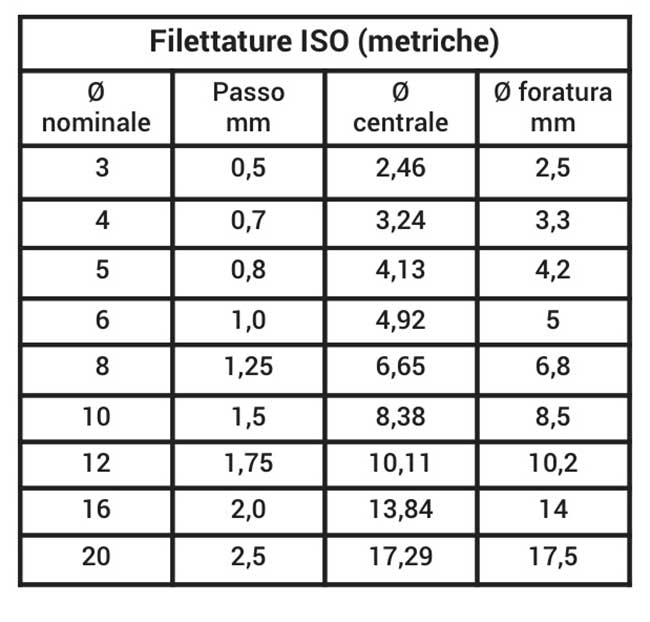
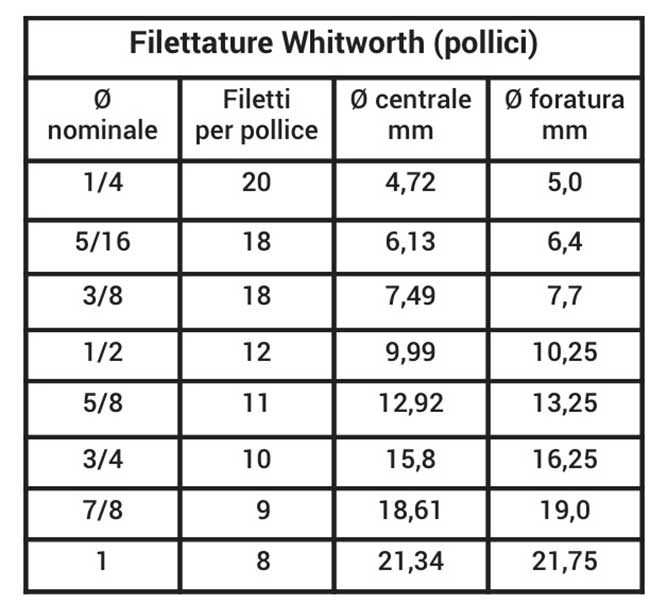
Tabella Filettature Whitworth
La filettatura Whitworth è di origine anglossassone e le misure vengono espresse in pollici: una vite 1/4 W ha perciò un diametro nominale di 1/4 di pollice. Ha un profilo triangolare simile a quello metrico, ma con un angolo al vertice di 55° anziché 60°; il profilo, inoltre, è arrotondato sia in cresta sia nella gola, perciò il contatto meccanico tra le parti non avviene solo sui fianchi dei filetti, ma anche sulle creste. Oggi è molto meno diffusa che in passato, anche i Paesi anglosassoni hanno adottato la filettatura metrica.
Come fare una filettatura interna
- il diametro del foro e la sua verticalità rispetto alla superficie sono premesse fondamentali per una buona filettatura, soprattutto se molto profonda.
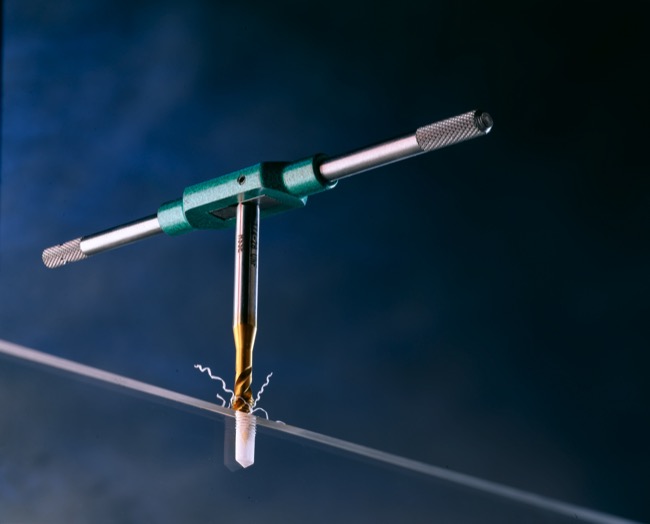
- l’asta dei maschi per filettare “filettatrice manuale” termina sempre con un quadro da inserire e bloccare dentro i giramaschi filettatore che possono essere a doppia leva per esercitare più forza.
- il maschio è in pratica una sorta di fresa percorsa da 4 scanalature (3 nelle versioni per filettare a macchina) che servono per lo scarico dei trucioli.
- lo spessore del pezzo deve essere almeno il doppio del passo della vite; per agevolare l’azione del giramaschi si lubrifica il punto.
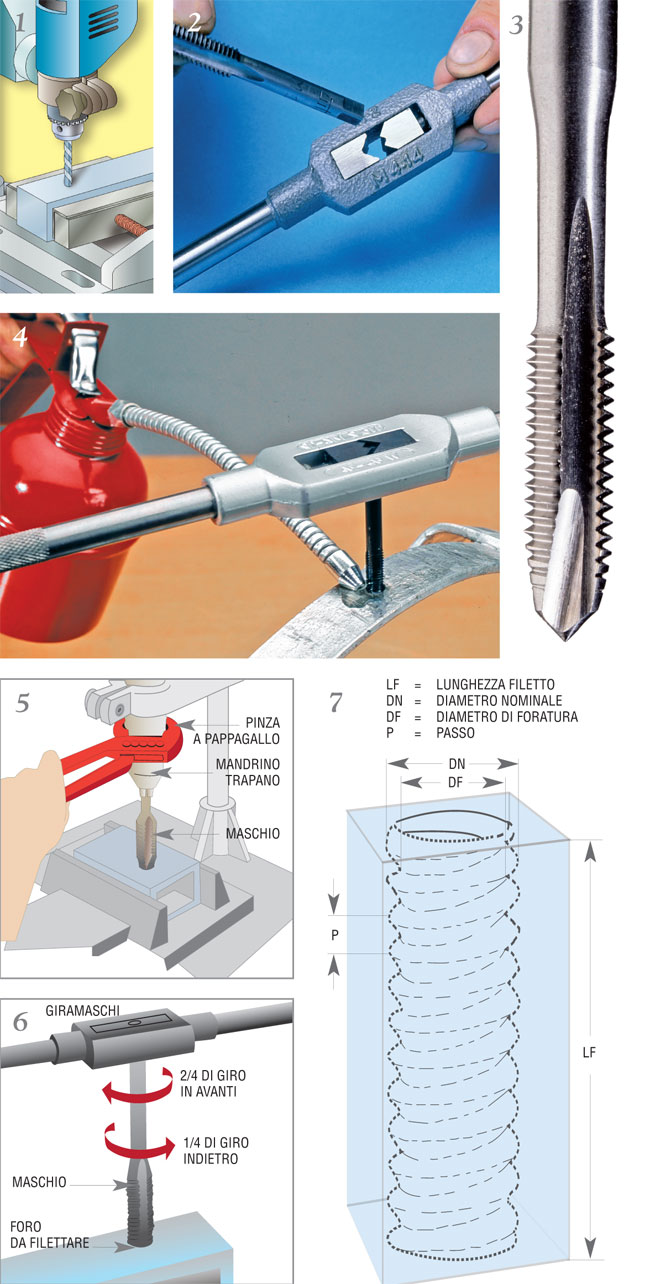
- il trapano a colonna è utile anche per avviare nel modo migliore l’operazione di filettatura: senza smontare il pezzo dalla morsa, dopo la foratura, si serra nel mandrino il maschio sbozzatore e lo si fa ruotare a mano fino a quando è ben inserito nel foro; l’operazione si completa allentando il mandrino e proseguendo il lavoro a mano.
- durante la rotazione il maschio asporta una discreta quantità di metallo che va ad occupare le scanalature sui fianchi: per interrompere i trucioli bisogna ruotare il maschio all’indietro ogni mezzo o un giro e ogni qualvolta l’avanzamento si presenti difficoltoso.
- le grandezze che definiscono una filettatura sono: il passo, distanza tra due creste contigue del filetto; il diametro nominale, dimensione rilevabile con calibro sul filetto; il diametro di foratura, diametro esistente tra due gole opposte al filetto; profondità del filetto, distanza tra una cresta ed una gola del filetto.
Il contafiletti per conoscere il passo

Concettualmente è simile a un coltellino svizzero: racchiude due serie di lamelle dentellate imperniate alle estremità, libere di ruotare, ognuna delle quali riproduce una determinata filettatura (metrica un gruppo, in pollici l’altro) e riporta inciso il passo. Si sceglie a occhio la dentellatura più somigliante a quella della vite da verificare, la si sovrappone a essa e, traguardando in controluce, si nota se corrisponde, altrimenti si riprova fino a trovare la lamella combaciante che permette di conoscere il passo della filettatura.
Lubrificazione efficace

Se il maschio inizia a girare a fatica bisogna lubrificare l’interno del foro senza esitazioni: lo si ruota un giro all’indietro, si inumidisce la zona di taglio con il lubrificante più adatto in base al materiale, poi si può riprendere il lavoro.
Tipi di maschi e relativi giramaschi






Filettare esternamente
Per filettare a mano tondini o tubi si utilizzano le filiere, anelli cilindrici nella cui parte interna sono ricavati i taglienti intercalati da 3, 4 o più gole per lo scarico dei trucioli.
L’anello ha un verso, presenta infatti da un lato un tratto rastremato con il quale va iniziata la filettatura, calzandolo sul perno dopo averlo inserito nel girafiliere a manubrio; anche questo esiste in più dimensioni in grado di ospitare gruppi di filiere aventi lo stesso diametro esterno.
Sullo spessore dell’anello sono presenti due svasature coniche entro le quali agiscono i grani di registro che attraversano il corpo del girafiliere e permettono la variazione centesimale del diametro della filiera; tra questi due il girafiliere incorpora un terzo grano, quello di blocco, che agisce sull’intaglio presente sulla circonferenza della filiera, fissando il limite massimo di azione dei due grani di registro.
Come per la maschiatura, si procede in senso orario mantenendo la filiera esattamente perpendicolare sull’elemento da filettare, invertendo ogni tanto la rotazione per rompere i trucioli. n
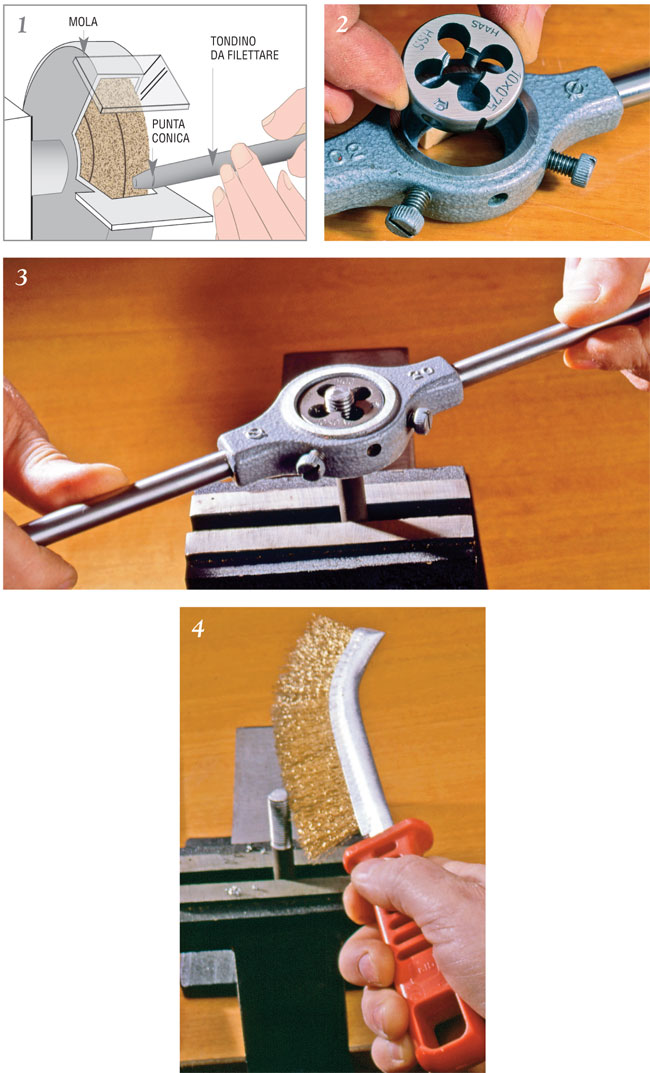
- per filettare un tondino o un tubetto bisogna affusolare l’estremità per garantire il corretto imbocco della filiera e, in definitiva, la buona riuscita di tutto il lavoro.
- le filiere vanno inserite nel girafiliere, attrezzo dotato di una sede circolare pari al diametro della filiera (ne esistono infatti di diverse misure) e provvisto di viti che bloccano la parte attiva.
- il girafiliere va maneggiato con attenzione soprattutto nella fase iniziale del lavoro, tenendo la faccia piena della filiera ben perpendicolare all’asse del pezzo in lavorazione: ad ogni giro occorre fermarsi e invertire di circa un quarto di giro il senso di rotazione per spezzare ed eliminare i trucioli.
- alla fine del lavoro può essere opportuno pulire il nuovo filetto asportando le piccole rugosità lasciate dai taglienti con la spazzola metallica.
Filettare elementi idraulici
Nel set per idraulica, il portafiliere è a cricchetto; in questo campo si realizzano esclusivamente filettature a passo gas, pertanto sulle filiere sono riportati i diametri dei tubi espressi in pollici.
Va detto che per filettare tubi idraulici dovendo lavorare in buona parte su impianti già parzialmente predisposti, il professionista si trova ad assemblare le tubature avvalendosi di raccordi con passo destro o con passo sinistro; per questo motivo, convenzionalmente, le filiere sono di colore diverso a seconda della direzione del passo, più precisamente rosso per quello destro, giallo per il sinistro.
Per l’uso di queste filiere viene utilizzato un particolare cavalletto alla sommità del quale c’è un morsetto a vite che permette di serrare il tubo da filettare in posizione favorevole.

- le filiere di diametri diversi hanno tutte le stesse dimensioni di ingombro e si inseriscono nella sede ricavata al centro del girafiliere, che ovviamente ne riproduce il profilo poligonale.
- la morsa per idraulica garantisce contemporaneamente un perfetto serraggio ed uno sbloccaggio rapido del tubo: la ganascia mobile, infatti, è supportata da un “castello” incernierato alla parte fissa; i cavalletti pieghevoli sono spesso forniti di un piano di appoggio su cui riporre filiere e materiali di consumo.
- cassetta contenente 5 bussole (3/8”, 1/2”, 3/4”, 1”, 1-1/4”), portafiliere a cric reversibile e asta di manovra con impugnatura in materiale plastico. Destinata ad un impiego prevalentemente professionale.
Come filettare il legno e plexiglas
Nel plexiglas i fori si filettano con gli stessi maschi che si utilizzano per i metalli: il materiale è più fragile, perciò bisogna semplicemente fare più attenzione. Sarebbe bene aumentare il diametro del foro di 0,1 mm rispetto a quello necessario per i metalli, ma con una normale dotazione di punte questo non è possibile.
Va detto che l’utilizzo di viti nel plexiglas è sconsigliabile e si può ricorrere a questo sistema solo quando non sono possibili collegamenti con collanti o tramite fori passanti. Per le filettature nel legno esistono appositi maschi e filiere: di solito si lavora con diametri medio-grandi da 10 a oltre 60 mm, con passi diversi da quelli metrici.
Per ottenere una filettatura da 19 mm bisogna partire da un foro Ø 16 mm, per un 28 mm da Ø 23 mm e così via. Questa lavorazione è consigliabile solo su alcuni tipi di legno, con nervature fini, come faggio, pero o ciliegio; pino e quercia non sono idonei .
Prima di affrontare la filettatura è bene mettere il pezzo da lavorare in un bagno d’olio e lasciarvelo un paio di giorni, in modo che diventi più malleabile.


[…] il trapano montato su supporto a colonna pratichiamo sul tubo i fori (che poi filettiamo) per fissare i supporti. Assembliamo i supporti serrando la vite che blocca la piastra da collegare […]
[…] che si eseguono sul ferro, questo metallo può essere curvato, tornito, forgiato, ritorto, filettato, rivettato, incollato, piegato, sagomato, limato, smerigliato, lucidato, smaltato ecc. E, […]
[…] perpendicolare, ma un poco sfalsata; lo stesso vale per la squadretta interna, per evitare che le filettature possano […]
[…] in legno, dadi e bulloni a testa fresata con o senza cupola per lavori di precisione; la filettatura dello stelo è fissata da precise norme internazionali che consentono così l’intercambiabilità […]
[…] Tutti i tipi di staffe per pali sono dotati di fori per il passaggio di tirafondi, ma non sempre i fori sono sfalsati, per cui le viti non possono superare metà spessore del palo. Bloccato in posizione il palo, si aprono attraverso i fori della staffa i fori d’invito per i tirafondi, di diametro 1,5 o 2 mm inferiore rispetto alla filettatura. […]
[…] rubinetti a muro ci si rende conto dell’effettiva necessità di cambiarlo. Osservando però la filettatura, ci è subito sorto qualche dubbio sulla reperibilità del ricambio e una visita al fornitore di […]
[…] Tutti i tipi di staffe per pali sono dotati di fori per il passaggio di tirafondi, ma non sempre i fori sono sfalsati, per cui le viti non possono superare metà spessore del palo. Bloccato in posizione il palo, si aprono attraverso i fori della staffa i fori d’invito per i tirafondi, di diametro 1,5 o 2 mm inferiore rispetto alla filettatura. […]
[…] mozzo per le ruote anteriori è costituito da un bullone M20 parzialmente filettato saldato a una “U” con uno spezzone di […]
Molto istruttivo grazie
Buongiorno Enzo,
Bene, ci fa piacere!! Continui a seguirci.
Ho bisogno capire come fare stringiare
Bellissima spiegazione ma mancano informazioni essenziali!!!
La domanda è la seguente: supponendo di voler alesare un perno metallico quale filiera devo usare in relazione al diametro del perno? per chiarezza: ho un perno di ferro di 4 millimetri di diametro e vorrei alesarlo. Quale filiera devo usare? Dopo molte ricerche credo si debba usare la filera M2 ma non è per niente chiaro. Anche nella vostra spiegazione qui sopra fornite molti dettafli per la filettatura Interna ma per la filettatura ESTERNa non sono forniti riferimenti e misure … Potreste aiutarmi a capire? Grazie
spiegazione eccellente tecnicamente, con ottime immagini.