

Indice dei contenuti
- 1 La saldatura a gas rappresenta la più raffinata forma di saldatura, per la quale occorre pratica ed esperienza
- 1.1 Gas per saldatura
- 1.2 Cosa serve per la saldatura a gas
- 1.3 Le varietà di fiamme della saldatura a gas
- 1.4 Gli ugelli nella saldatura a gas
- 1.5 I vantaggi della saldatura a gas
- 1.6 Impugnature controllate e sicure nella saldatura a gas
- 1.7 Il regolatore e le bombole nella saldatura a gas
- 1.8 I posti di saldatura
- 1.9 Saldatura a gas nella pratica
- 1.10 Temperature elevate nella saldatura a gas
- 1.11 Quale dardo utilizzare per la saldatura a gas
- 1.12 Le bombole di gas
- 1.13 La torcia a gas
- 1.14 Come si salda a gas
- 1.15 Errori da evitare nella saldatura a gas
- 1.16 I cannelli nella saldatura a gas
- 1.17 La puntatura con la saldatura a gas
- 1.18 Puntature contrapposte
- 1.19 Unire in orizzontale
- 1.20 Unire in verticale
- 1.21 Unire sopra la testa
- 1.22 Cosa fare se si spegna la fiamma durante la saldatura
- 1.23 Qual’è la corretta angolazione del cannello?
- 1.24 Interventi sulla carrozzeria
- 1.25 Come effettuare degli smussi
- 1.26 La precisione è la base di ogni saldatura a gas
- 1.27 Il taglio con la fiamma
- 1.28
- 1.29 Diagramma riassuntivo per la saldatura a gas
- 1.30 Sicurezza durante la saldatura a gas
- 1.31 Tecnologie avanzate nella saldatura a gas
- 1.32 Saldatura a gas rispetto ad altri metodi di saldatura
- 1.33 Formazione e certificazione per la saldatura a gas
La saldatura a gas rappresenta la più raffinata forma di saldatura, per la quale occorre pratica ed esperienza
La saldatura a gas è comunemente conosciuta come saldatura forte e a volte impropriamente definita saldatura a cannello: ciò deriva dal fatto che il materiale d’apporto ha maggior robustezza delle leghe di stagno e piombo. Questi materiali hanno, in genere, una temperatura di fusione tra gli 800 ed i 1000 °C, non ottenibili con un saldatore elettrico per stagno.
È necessario ricorrere a fiamme con elevato potere calorifico. Il materiale in questione si presenta fisicamente sotto forma di bacchette di piccolo diametro sui 2 mm, lunghe sui 300 mm. Le leghe che offrono i risultati migliori sono le più costose.
Le leghe all’argento per saldature a gas hanno una resistenza e una durezza molto più elevate dell’argento puro, si legano bene con quasi tutti i metalli (escluso l’alluminio) e perfino con l’acciaio inox. Mentre talune bacchette di argento vengono fornite con un rivestimento di polvere disossidante, nella maggior parte dei casi si preferisce cospargere le superfici con polvere di borace che, alla fiamma, fonde e disossida chimicamente i metalli. Le bacchette ricoperte sono in genere più costose e delicate.
La saldatura a gas si esegue fondendo
La saldatura a gas si esegue fondendo il metallo d’apporto con torce o cannelli a gas liquido: propano o butano danno i risultati più soddisfacenti. Le torce a gas dispongono, nei modelli migliori, di un sistema di accensione piezoelettrica. Ad ogni scatto corrisponde una robusta scintilla che scocca davanti all’ugello del bruciatore e la fiamma è subito pronta. I cannelli a gas dispongono di un sistema di carburazione molto semplificato.
Carburare significa saturare di idrocarburi un’atmosfera gassosa, ossia l’aria. Questa saturazione, o carburazione, viene corretta in modo che la fiamma formi al suo centro un dardo azzurrognolo, che ha il massimo potere calorifico. Un gas liquido può raggiungere, nel dardo, 1800 °C di calore ma, per le inevitabili dispersioni, la temperatura utile si riduce a 1300 °C.
Gas per saldatura
I gas liquidi possono essere di due tipi fondamentali: il butano e il propano. Il propano è nettamente superiore, come rendimento, al butano: gasifica più facilmente anche quando fa freddo mentre il butano, in compenso, è meno costoso.
Ricordiamo anche che la saldatura a gas non è la saldatura a elettrodo
Cosa serve per la saldatura a gas
Per saldare correttamente a gas serve diversa attrezzatura

- La bomboletta: Anche per le torce a gas sono disponibili ugelli di diversa forma, studiati per erogare una fiamma più o meno concentrata e per riscaldare quindi superfici più o meno estese: ogni modello, però, accetta in genere solo accessori a lui dedicati (e non quelli di altre ditte).
- La torcia: La torcia a gas viene alimentata direttamente da bombole a perdere di ridotta capacità, avvitate all’impugnatura: i suoi punti di forza sono leggerezza, praticità e, nei modelli più raffinati, l’accensione piezoelettrica, mentre l’autonomia è ovviamente condizionata dalle dimensioni del serbatoio.
- Ricaricabile: Per lavorare in condizioni scomode, ma disponendo comunque di una buona autonomia, è utilissima una bombola ricaricabile di piccole dimensioni, collegata con un tubo lungo un paio di metri circa al cannello per saldare: quest’ultimo è in genere formato da un’impugnatura che accetta diversi tipi di ugello.
- Ministilo: collegata con un tubo di giusta lunghezza circaal cannello: quest’ultimo è in genere formato da un’impugnatura che accetta diversi tipi di ugello.
Le varietà di fiamme della saldatura a gas
- un bruciatore che consente di sviluppare un forte calore su spazi ristretti.
- un bruciatore a forcella per saldobrasatura ferro,rame e piombo del diametro massimo di 20 mm.
- un bruciatore a forcella per tubi fino al diametro di 40 millimetri.
Gli ugelli nella saldatura a gas

I vantaggi della saldatura a gas
Il gas liquido ha numerosi vantaggi, primo tra i quali una facile portatilità, un’eccellente conservazione, specie se le bombole sono ben costruite, ed è reperibile senza alcuna difficoltà anche nelle ferramenta. Come contropartita il gas liquido non offre buoni rendimenti quando le superfici da saldare, e quindi da riscaldare, raggiungono dimensioni notevoli.
Mentre con le saldature ossiacetileniche, ove sono in gioco temperature intorno ai 3000°C, si debbono regolare due manopoline ed è necessario applicare sulle bombole appositi riduttori di pressione che debbono anch’essi essere regolati, sul cannello a gas liquido c’è un rubinetto solo, quindi una sola manopola.
La carburazione avviene di solito soltanto aumentando o diminuendo l’afflusso di gas mentre l’aria entra attraverso ugelli fissi, predisposti nella costruzione del cannello. Oltre al cannello a gas, serve un tubo di raccordo, in gomma resistente al propano, di una lunghezza superiore ai 2 metri, munito di attacchi idonei.
Impugnature controllate e sicure nella saldatura a gas
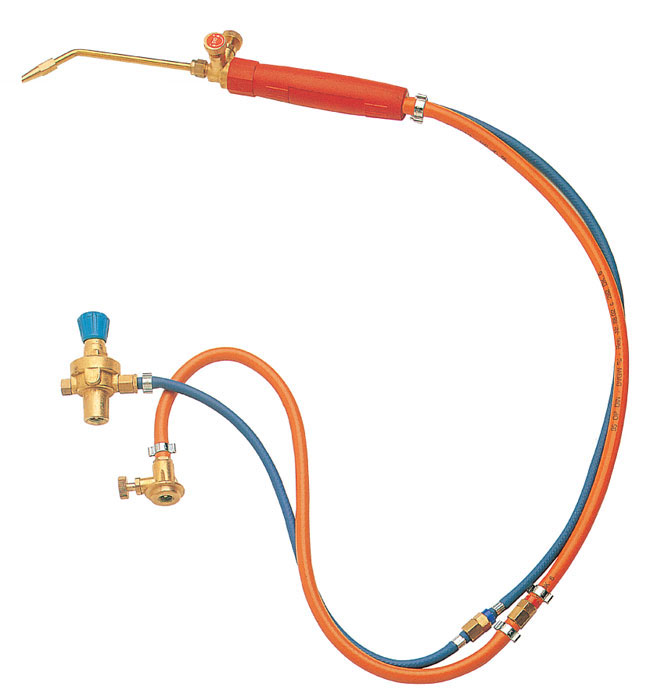
Le impugnature destinate alla saldatura a gas possono essere equipaggiate con diversi tipi di lancia e sono soggette a severi controlli sul piano della sicurezza: i rubinetti, ad esempio, devono sopportare fino a 10.000 cicli di apertura e chiusura. I manicotti metallici posti a circa metà lunghezza dei tubi di alimentazione non indicano la presenza di una giunzione tra due spezzoni: si tratta invece delle utilissime valvole di non ritorno, che permettono il passaggio del gas in una sola direzione ed eliminano la pur improbabile eventualità di un ritorno di fiamma.
Il regolatore e le bombole nella saldatura a gas

la saldatura a gas sono molto curati dal punto di vista della sicurezza: oltre alle valvole di non ritorno che impediscono il verificarsi di ritorni di fiamma, ci sono i regolatori di pressione, uno per ogni bombola, con doppio manometro, che permettono di impostare le corrette precondizioni per gestire la calibrazione finale della fiamma con le manopole in testa al cannello.
I posti di saldatura
Sono sicuri e semplici, completi e pratici, portatili e poco ingombranti. La loro autonomia è tranquillizzante e le parti di ricambio, così come gli accessori, sono sempre reperibili. Si trovano in commercio pratici posti di saldatura ossiacetilenica a peso contenuto, destinati all’artigiano, ma validissimi anche per il fai da te. Le caratteristiche di questi impianti portatili non differiscono per niente da quelli più grossi, il volume di ossigeno e di acetilene contenuto in ciascuna bombola è comunque notevole. Il posto di saldatura funziona esattamente come un grande impianto: salda, brasa, taglia, con ampia autonomia.
Le bombole sono di tipo ad alta sicurezza, con il collare superiore protetto, come quelle del gas liquido da cucina, in modo che né colpi, né cadute o altri incidenti possano danneggiare la rubinetteria. La presenza dei riduttori e dei doppi manometri installati su ciascuna bombola, il sistema di bloccaggio rapido, la lunghezza dei tubi ne fanno una soluzione valida. Vi sono versioni anche più economiche e leggere per la saldatura a base di ossigeno e butano e modelli di tipo polivalente (in cui basta cambiare la bombola del gas da miscelare con l’ossigeno).
Saldatura a gas nella pratica
I pezzi da saldare non debbono muoversi tra loro e rispetto al banco di saldatura. Quando le parti da saldare sono pesanti e sagomate in maniera favorevole, non è necessario bloccarle. Oltre al banco di lavoro servono alcuni utensili: martelli, tenaglie, pinze sia per spianare le lamiere, per piccoli lavori di aggiustaggio, sia per reggere o spostare i pezzi o tutto il lavoro di saldatura quando esso è ancora caldo. Il lavoro di ripresa, ossia di saldatura anche dall’altro lato, deve essere eseguito prima che il metallo si raffreddi, per evitare distorsioni.
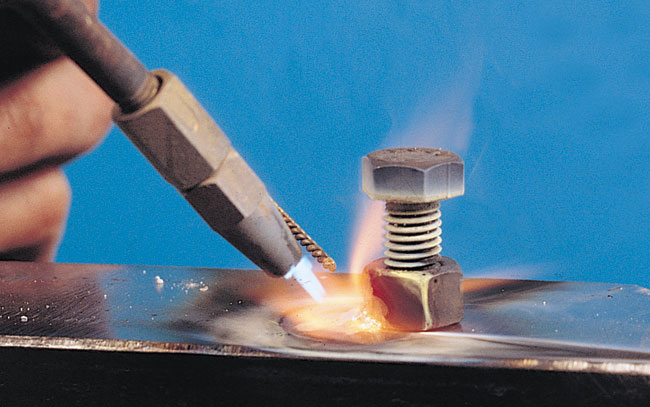
Temperature elevate nella saldatura a gas
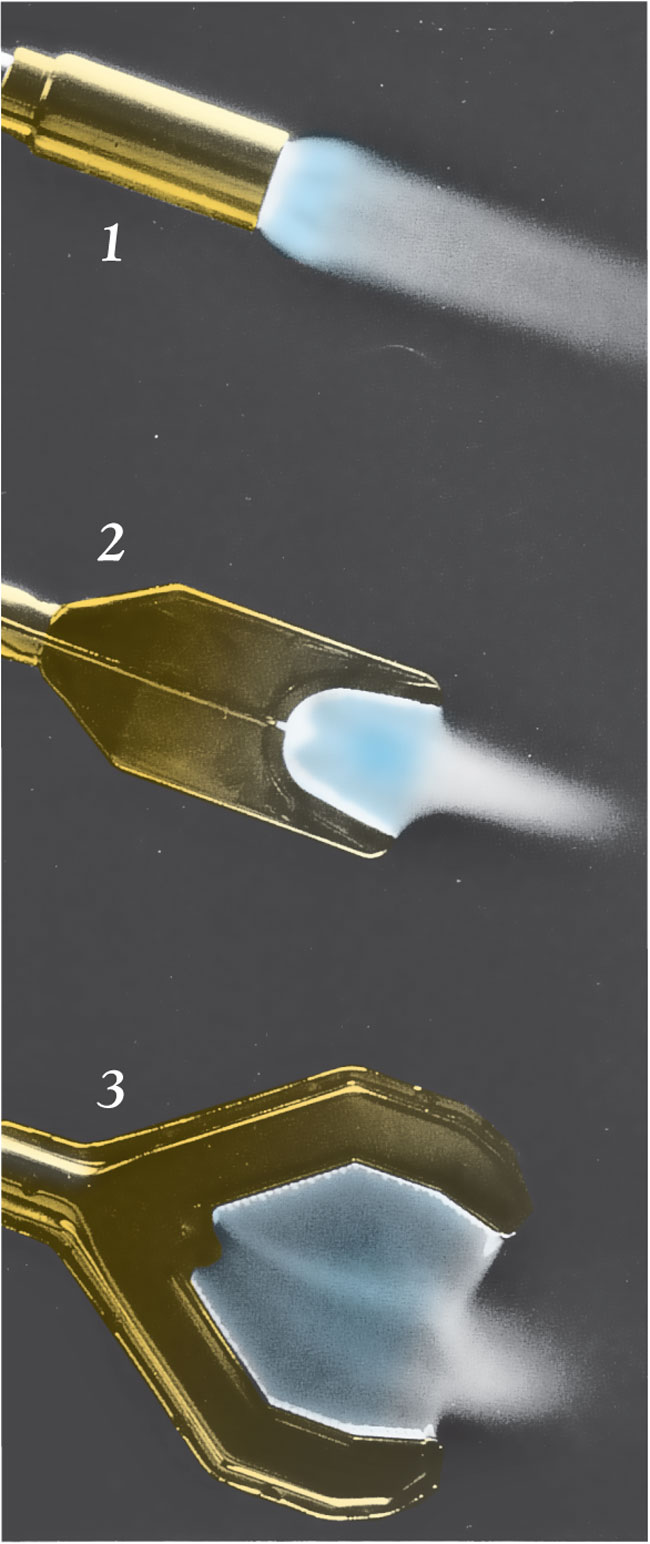
Quale dardo utilizzare per la saldatura a gas
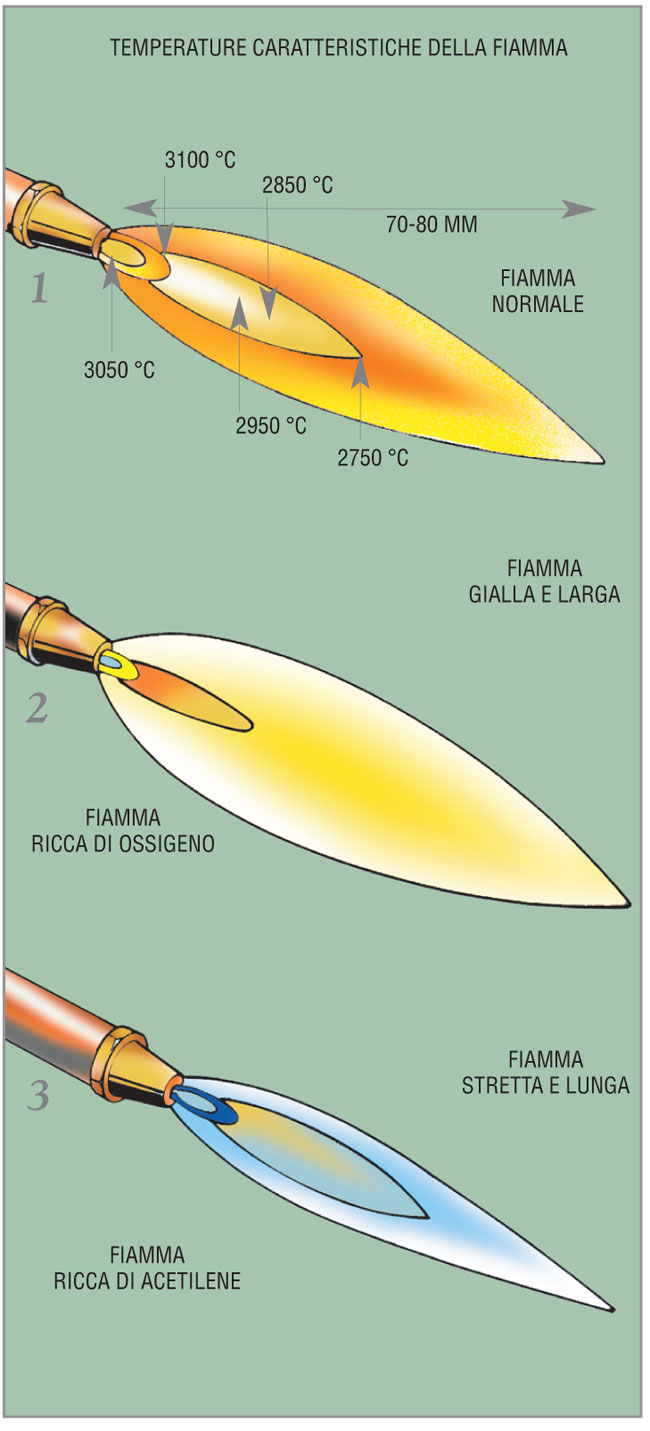
- il dardo ossiacetilenico normale è lungo 7-8 cm. La temperatura è tanto più alta quanto più ci si avvicina all’ugello del cannello, ma in prossimità dell’imboccatura c’è una lieve flessione. A seconda del colore e della forma della fiamma si possono riscontrare diverse caratteristiche.
- la fiamma gialla, ampia e molto luminosa è ossidante e troppo ricca di ossigeno.
- la fiamma stretta e di colore azzurro è riducente e ricca di acetilene. Per ottenere una buona saldatura la miscelazione deve avvenire nei rapporti dovuti.
Le bombole di gas
Si possono adottare diverse soluzioni. La più economica è quella di munirsi di una grossa bombola di gas di quelle che si usano per le cucine, e in tal caso non è nemmeno necessario usare il riduttore di pressione. Con le bombole di propano, è meglio montare anche il riduttore a membrana. Si può essere indotti nella tentazione di fare il pieno delle bombolette più piccole mediante operazioni di travaso da quella più grossa. Questo travaso, apparentemente semplice, è in realtà pericolosissimo e assolutamente sconsigliabile.
La torcia a gas
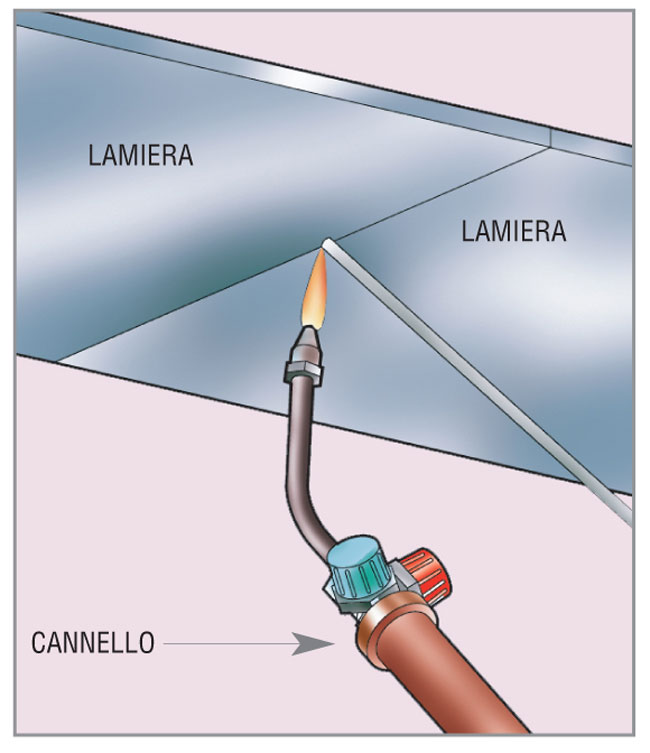
La fiamma ossidrica portatile utilizza bombolette da poche centinaia di grammi, a perdere, di lamierino leggero. Le migliori sono le lampade che possono funzionare in posizione orizzontale, verticale, obliqua e addirittura capovolta: non sempre i lavori di saldatura a gas vengono eseguiti in posti agevoli!
Come si salda a gas
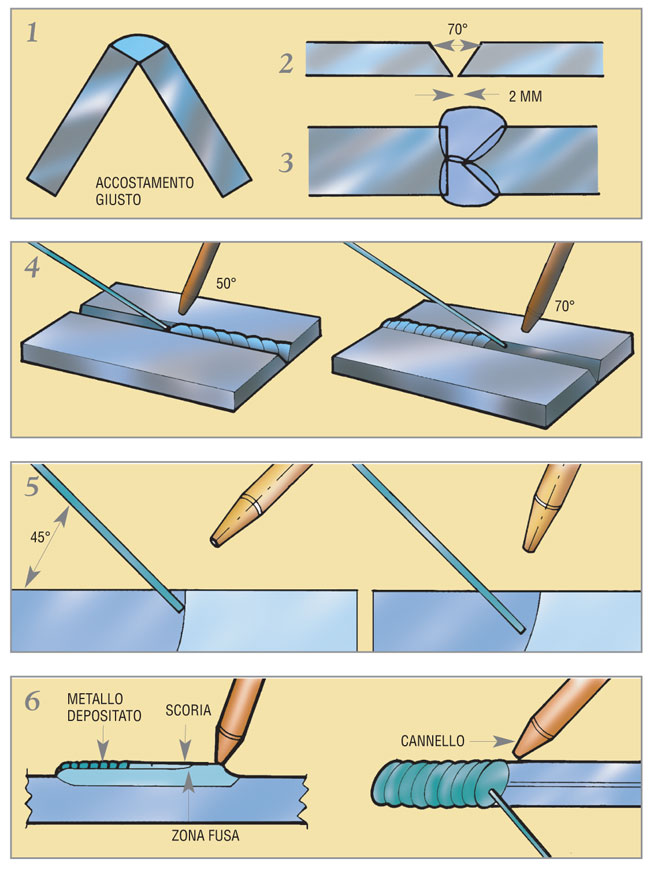
- su due pezzi che vanno saldati ad angolo il metallo di apporto si deposita solo da una parte.
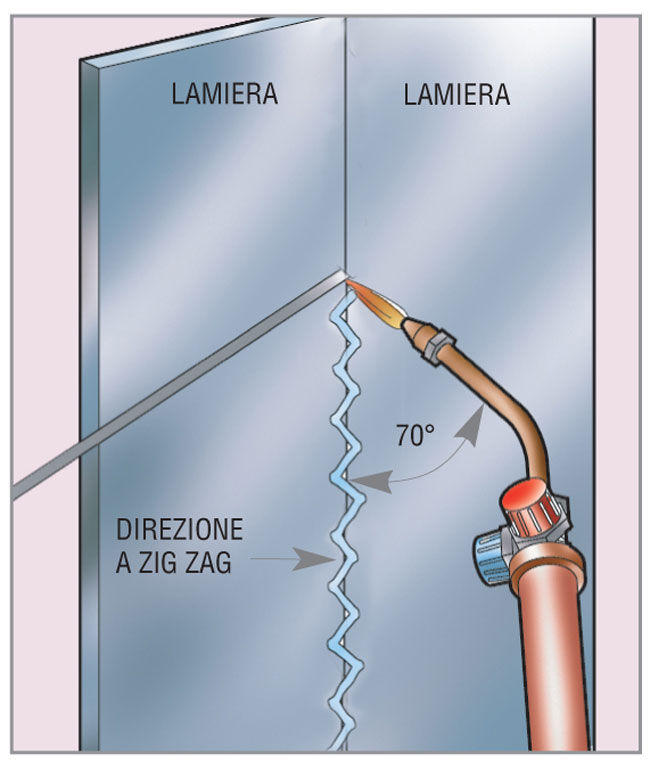
- due lamiere per essere saldate insieme devono essere lavorate sui bordi per avere uno smusso a V con apertura di 70° circa.
- lamiere con forte spessore si preparano e si saldano così.
- nella saldatura a sinistra l’angolo del cannello non deve superare i 50°, mentre la bacchetta è mantenuta a 45°, in quella a destra il cannello deve essere inclinato fino a 70°.
- nella saldatura a sinistra il cannello insegue la bacchetta tenuta inclinata di 45°. La saldatura a destra, o saldatura all’indietro, è molto usata con i pezzi di spessore superiore ai 4 mm, perché richiede un minor consumo di materiale d’apporto.
- la sezione del bagno di fusione e la forma di un cordone ben eseguito, che assomiglia ad una corda appiattita.
Errori da evitare nella saldatura a gas
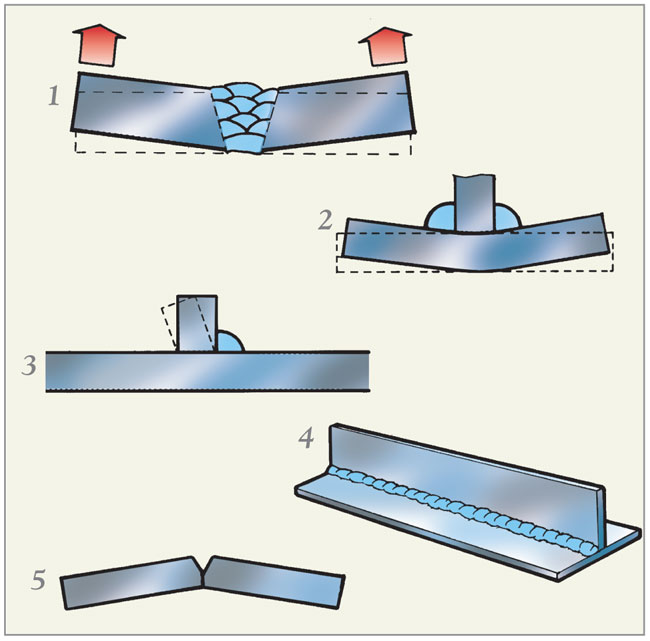
- la saldatura tende a chiudere i due pezzi e quindi, prima di stendere un nuovo cordone, occorre lasciar raffreddare il precedente.
- nella saldatura a T c’è il rischio dell’imbarcamento.
- nella saldatura laterale i pezzi vengono spostati dalla verticale per ovviare si pone il pezzo ad un angolo maggiore di 90°.
- anche una barra saldata a T rischia di imbarcarsi, ma il lavoro risulta corretto se si effettuano puntature alternate.
- per evitare l’imbarcamento orizzontale si pongono i pezzi in modo divaricato così da compensare la contrazione
I cannelli nella saldatura a gas
Per operare fattivamente con la saldatura a gas è necessario un minimo di pratica. La bombola deve essere tenuta piuttosto vicina al punto di lavoro, in modo che il tubo (il cordone ombelicale tra cannello e bombola) non debba mai tendersi e ostacolare il lavoro. Attenzione alla tenuta dei raccordi: la maggior parte di essi viene avvitata in senso antiorario, perché la filettatura ha un passo sinistrorso. Per essere sicuri che non vi siano perdite, si spennella un poco di acqua saponata sulle giunzioni.
Anche la più piccola fuga viene rilevata dal rigonfiarsi di tante bollicine. Il sistema di avvicinare un fiammifero ai giunti è senz’altro da evitare. La saldatura deve essere preceduta dalla preparazione del punto di lavoro. Dato il forte calore irraggiato, è necessario proteggere la zona circostante, per cui, se si lavora su un banco, è meglio rivestirlo con uno o più mattoni refrattari. Se si salda un tubo accanto ad una parete o sotto un lavandino, è consigliabile ispezionare la zona circostante.
Dopo l’accensione del cannello, automatica se questo è munito del dispositivo piezoelettrico, con un fiammifero da cucina se si tratta di un utensile classico, si controlla la carburazione della fiamma. Facendo oscillare la fiamma dei saldatori a gas si preriscalda il pezzo da saldare. Si deposita un poco di polvere disossidante sul punto da saldare e vi si ripassa sopra la fiamma facendolo sciogliere e bollire. Quando le bollicine sono quasi completamente scomparse, possiamo far colare le prime gocce di metallo sopra la giunzione.
La puntatura con la saldatura a gas
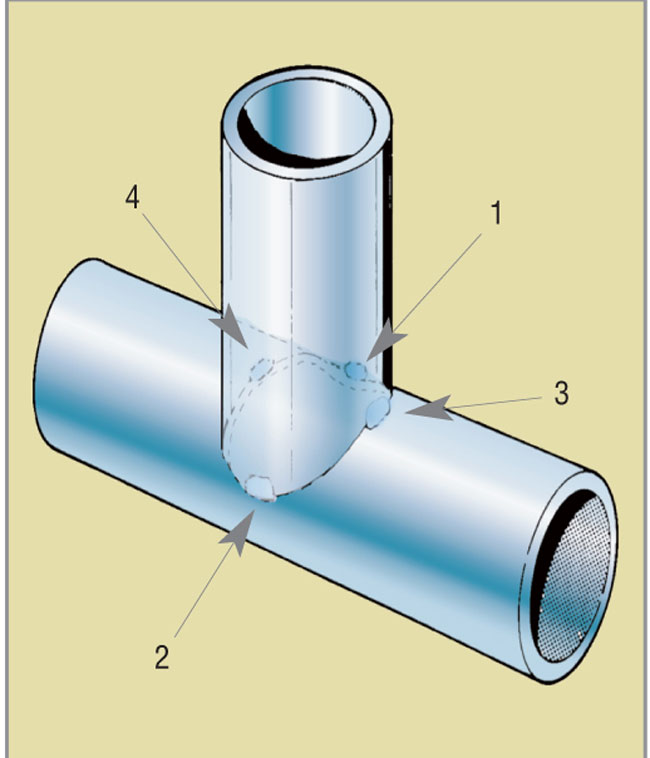
Per saldare correttamente pezzi di dimensioni apprezzabili è consigliabile eseguire un lavoro di puntatura. Puntare due pezzi tra loro consiste nel far cadere una goccia di materiale d’apporto alle due estremità del tratto da saldare, in modo che le due parti rimangano provvisoriamente unite. Ottenuto questo risultato, per evitare le deformazioni provocate dal calore, conviene proseguire la puntatura facendo cadere alcune gocce in zone intermedie.
Tutti i metalli sono isotropi ed ottimi conduttori del calore, con la conseguenza di riscaldarsi abbastanza uniformemente anche in punti distanti. Quando la saldatura avviene, per motivi di spessore del materiale, da ambo i lati, è indispensabile che la puntatura venga ripetuta anche dalla parte opposta. Ma non si commetta l’errore di sfalsare la simmetria dei punti: essi debbono essere ripetuti esattamente nelle medesime posizioni e nella stessa quantità per non inarcare le lamiere.
A saldare, di solito, si inizia da un lato e si conclude su quello opposto. Quando c’è il pericolo di deformare le parti, per effetto del calore, si può anche eseguire una saldatura a zone, saldando prima un tratto ad un’estremità, poi l’altra, quindi il centro. Le tre zone così formatesi vengono congiunte tra loro con altri due tratti di saldatura. Riscaldando il materiale d’apporto nella zona di giunzione tra le diverse zone si spianano le asperità e si ottiene un cordone esteticamente perfetto.
La formazione della fiamma non è ottenuta solo a spese della bombola di acetilene e di quella di ossigeno, ma anche l’ossigeno presente nell’aria contribuisce alla combustione. Per la combustione completa di un litro di acetilene concorrono 2,5 litri di ossigeno. Di questi mediamente 1,1 litri sono forniti dalla bombola, ed 1,4 litri dall’aria circostante. Da ciò si deduce quanto sia importante effettuare la saldatura a gas in presenza di una buona ventilazione.
Puntature contrapposte
Unire in orizzontale
Unire in verticale
Unire sopra la testa
Cosa fare se si spegna la fiamma durante la saldatura
Durante la saldatura a gas o nel corso dei preliminari si può verificare una tipica serie di inconvenienti. Il più comune è quello che si manifesta con un improvviso spegnimento della fiamma, seguito da un sonoro schiocco. È dovuto all’improvvisa ostruzione dell’ugello della punta.
Il rimedio è quello di sfregare la punta contro una tavoletta per estrarre, con l’attrito, il corpuscolo che ostruisce l’ugello. Se lo sfregamento non produce risultati, bisogna aspettare che il cannello si raffreddi, quindi si smonta la punta e la si pulisce all’interno, servendosi esclusivamente di uno stuzzicadenti (mai punte di ferro o di acciaio che allargherebbero il diametro).
Qualora si oda una serie di scoppi, a brevi intervalli tra loro, significa che la punta si è riscaldata troppo: bisogna lasciarla raffreddare. Il cordone di saldatura deve somigliare a una corda appiattita, perché è costituito da una serie di gocce di metallo parzialmente sovrapposte e allargate. La regolarità della larghezza del cordone, la distanza simmetrica delle sue squame e l’assenza di difetti estetici sono segnali che la saldatura è corretta e solida.
Qual’è la corretta angolazione del cannello?
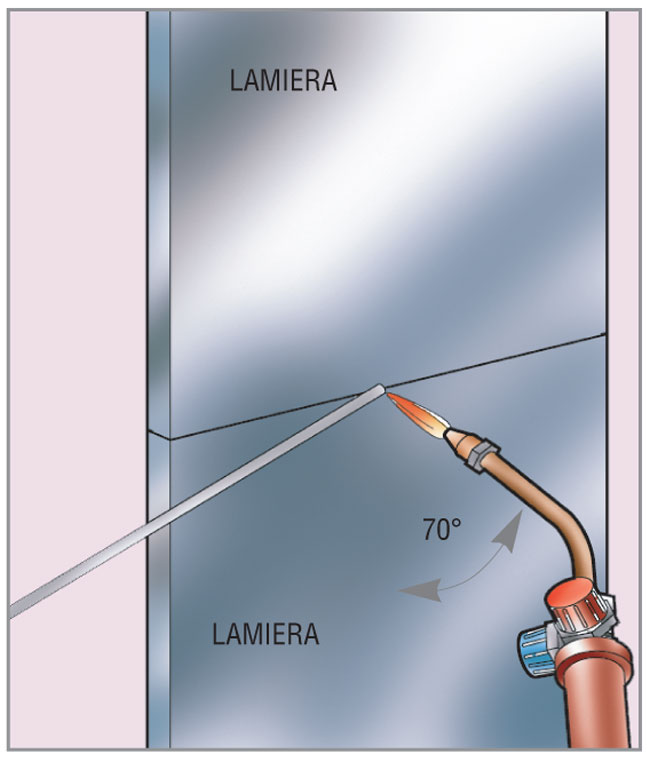
Il cannello viene tenuto con un’inclinazione di 45° rispetto al piano di saldatura: la punta del dardo della fiamma dev’essere posta a 4-6 mm dal cordone che si sta formando per non toccare il metallo, in quanto il dardo è ancora ricco di carburante: non ha ancora bruciato tutto il gas e il punto più caldo della fiamma si trova a qualche millimetro davanti alla punta del dardo.
Mentre con la saldatura a sinistra si va verso la sinistra, e il cordone di saldatura viene lasciato sotto e dietro il cannello, nella saldatura a destra il cordone viene lasciato sotto e dietro la bacchetta. Con questo tipo di saldatura lo smusso a V può essere molto più stretto, diciamo a 70° anziché a 90°, perché il cannello non viene più tenuto a 45°. Risulta utile ricordare che nella saldatura a destra il cannello rimane sempre a destra e la bacchetta a sinistra, esattamente come si fa con la saldatura a sinistra.
Nella saldatura a sinistra la bacchetta viene tenuta con la punta immersa nel bagno che costituisce il cordone ancora liquido. La bacchetta segue ugualmente il movimento del dardo della fiamma, che si trova a circa 5 mm
dal piano.
Interventi sulla carrozzeria

Come effettuare degli smussi
Quando le lamiere hanno uno spessore che supera i 4 mm la fiamma non penetra profondamente nel vano tra i bordi da saldare. Per questo motivo bisogna eseguire, su ciascuna parte, uno smusso a 45°, in modo da formare, unendo i due pezzi, una gola a V: essa può essere ottenuta con una lima, una mola o una smerigliatrice. Quando lo spessore dei pezzi supera i 12-15 mm, lo smusso deve essere eseguito in forma di X praticando smussi a V su entrambi i lati: in tal modo è possibile eseguire una saldatura simmetrica da ambo i lati delle lamiere.

La precisione è la base di ogni saldatura a gas
Per iniziare una saldatura a gas occorre essere precisi fino alla pignoleria. Prima si apre il rubinetto della bombola dell’acetilene o del gas liquido. Poi si apre la valvola dell’ossigeno. Si regola con precisione il riduttore dell’ossigeno controllando il manometro.
Quindi si controlla il corretto funzionamento del cannello, provandolo con la fuoriuscita di un soffio di ossigeno. Finalmente si apre il rubinetto dell’acetilene posto sul cannello con ossigeno chiuso. Si accende l’acetilene puro e si inizia cautamente l’apertura del rubinetto dell’ossigeno posto sul cannello.
Quando si ritiene che la saldatura sia terminata, si chiudono nell’ordine il rubinetto dell’acetilene e dell’ossigeno posti sul cannello, il rubinetto della bombola di acetilene o di gas liquido; infine si allentano le viti del riduttore dell’ossigeno.
Il taglio con la fiamma

Con la fiamma è possibile effettuare il taglio di pezzi e di lamiere, anche di spessore considerevole. Il principio dell’ossitaglio è basato sull’ossidazione del ferro ad alta temperatura. Per ossidazione si intende, è noto, la combinazione di un metallo con l’ossigeno. Quando il ferro, mantenuto ad alta temperatura dalla fiamma, viene investito da un violento getto di ossigeno, brucia rapidamente nel punto in cui è colpito. In tal modo la fiamma lo “taglia” anche se di spessore considerevole. In queste condizioni il ferro brucia senza fondere; il taglio è bello, netto, sottile, mentre la scoria viene lanciata via dal getto dell’ossigeno e dalla fiamma.
Il cannello comune non è in grado di tagliare lamiere o pezzi di qualsiasi spessore. La qualità del cannello riveste la massima importanza, perché da esso dipendono sia il consumo del gas e dell’ossigeno, sia la velocità del taglio. Le punte dei cannelli da taglio emettono la fiamma da riscaldamento in forma anulare che viene circondata dal getto di ossigeno. Si accende prima il gas e si apre successivamente l’ossigeno, regolando la fiamma.
Il cannello deve essere tenuto, inizialmente, inclinato di 40° rispetto al piano di taglio. Quando si invia l’ossigeno per il taglio, si verifica un inevitabile abbassamento nella pressione dell’ossigeno inviato alle fiammelle di taglio. Bisogna quindi ridurre l’afflusso di gas. Appena si inizia il taglio, si chiude l’ossigeno e si riscalda il pezzo fino al color rosso vivo, tenendo sempre il cannello inclinato a 40°. Quindi si riapre l’ossigeno da taglio ponendo il cannello in perfetta verticale e si insiste su quel punto fino a che non si vedono le scintille uscire sotto la lamiera. Solo adesso possiamo incominciare lo spostamento lungo la linea di taglio.
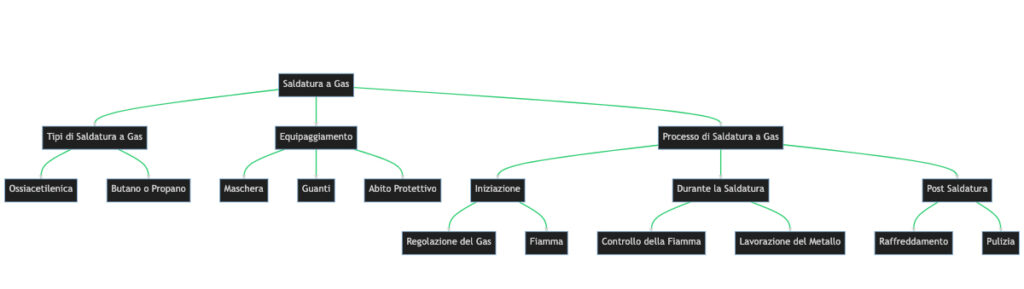
Diagramma riassuntivo per la saldatura a gas
Sicurezza durante la saldatura a gas
La sicurezza è un aspetto fondamentale quando si lavora con attrezzature di saldatura a gas. È importante indossare l’abbigliamento protettivo appropriato, che include guanti di saldatura, occhiali di sicurezza e un grembiule o una giacca di saldatura per proteggere la pelle dalle scintille e dal calore. Inoltre, lavorare in un’area ben ventilata è essenziale per evitare l’inalazione di gas e fumi potenzialmente nocivi.
Tecnologie avanzate nella saldatura a gas
Negli ultimi anni, la tecnologia della saldatura a gas ha fatto passi da gigante. Ad esempio, le torce di saldatura a gas moderne sono spesso dotate di sistemi di controllo del flusso di gas per migliorare l’efficienza e la precisione della saldatura. Inoltre, alcuni saldatori a gas ora includono funzionalità digitali, come display LCD e controlli touch, che rendono l’attrezzatura più facile da usare e più precisa.
Saldatura a gas rispetto ad altri metodi di saldatura
Mentre l’articolo si concentra sulla saldatura a gas, potrebbe essere utile per i lettori comprendere come si confronta con altri metodi di saldatura, come la saldatura MIG (Metal Inert Gas) o TIG (Tungsten Inert Gas). Questo potrebbe includere una discussione sui vantaggi e gli svantaggi di ciascun metodo, così come le applicazioni più adatte per ciascuno.
Formazione e certificazione per la saldatura a gas
Infine, un’aggiunta utile all’articolo potrebbe essere un paragrafo sulla formazione e la certificazione necessarie per diventare un saldatore a gas professionista. Questo potrebbe includere informazioni su dove e come ottenere la formazione, così come i benefici di ottenere una certificazione professionale.

complimenti, è un buon approfondimento
Buongiorno Renato,
La ringraziamo per i complimenti sulla nostra guida per la saldatura a gas.
Cordiali saluti.
Complimenti, eccellente queste articolo, direi anche ottimo, molto ben spiegato sia teoricamente che con le foto se capisce benissimo tutto. Grazie.
😀🤗😁🤗😘😥🤕😓🤕😔🙁😞😷🤓😪😧😟😨💩👹🤖👹😿👺😻😾
desideravo sapere per saldare lamiere da 2 mmm di ferro come devo regolare la pressione di ossigeno e propano ossigeno 5 propano 1 e’ poco ?
[…] Se saldare su pezzi di buon spessore è relativamente facile, le cose si complicano con quelli più sottili che, purtroppo, tendono a bucarsi sotto l’effetto dell’arco voltaico. La prima cosa da fare, quindi, per capire come saldare correttamente è quella di impostare un valore di corrente il più basso possibile, sufficiente però a fondere l’elettrodo. L’ultimo step di un buon saldatore è il raggiungimento di una buona capacità nella saldatura a gas. […]
Saldare alluminio.
Sono alle prime armi e non vorrei commettere errori. Ho comprato un kit a due bombole (ossigeno+ Butano) e vorrei cominciare ad usarlo in completa sicurezza. Ho letto con attenzione la Vostra esauriente e validissima guida e tra le altre trovo l’indicazioni secondo la quale va acceso per primo il gas butano e soltanto dopo va aperta la valvola dell’ossigeno. Su un altro tutorial la regola da osservare è esattamente quella opposta e, a quanto pare, si tratta di un ordine procedurale non irrilevante ( e quindi potenzialmente pericoloso) visto che il Tutor ha sentito a necessità di precisare che l’ordine esatto da rispettare é “Prima accendere l’ossigeno” “Dopo il Butano”.
A questo punto prima ancora che avere conferma dell’ordine esatto di accensione ( che, evidentemente non potrete che confermare) vorrei sapere quale effetto produrrebbe la sua inversione.
Mi complimento per la guida e vi ringrazio anticipatamente se vorrete rispondere al mio quesito.
P.s.: avevo inserito l’immagine del testo sovrimpresso col quale veniva posto in grande evidenza il suggerimento di iniziare con l’accensione dell’ossigeno ma non sono riuscito
Buongiorno Francesco,
Innanzitutto se deve saldare l’alluminio le chiediamo quale lega intende usare perché, ad esempio, le leghe all’argento non vanno bene.
Confermiamo che la sequenza di apertura delle valvole prevede prima il gas (o acetilene) e in seconda battuta l’ossigeno, agendo sulla valvola per regolare il flusso.
Per l’esattezza:
1) apertura acetilene (o propano-butano)
2) accensione della fiamma
3) apertura ossigeno
4) regolazione dell’ossigeno
A lavoro ultimato la sequenza è:
1) chiusura ugello acetilene o gas
2) chiusura ugello ossigeno
3) chiusura valvola principale bombola acetilene o gas
4) chiusura valvola principale bombola ossigeno
L’inversione della sequenza è POTENZIALMENTE PERICOLOSA per il verificarsi di eventuali ritorni di fiamma.
Cordiali saluti.
[…] vuole saldare a gas, oltre alla bombola, deve procurarsi il kit di collegamento che comprende il tubetto di contatto […]
Complimenti per l’articolo è ben fatto, io avrei una domanda da porvi, ho saldato dei tubi di rame con le bombole a perdere con miscela di gas, credo propano e butano senza propilene, come leghe per saldare ho usato quelle di rame fosforo e argento; ho saldato bene però il rame non si è scaldato subito , le barrette di rame si sono sciolte dopo un bel po’; considerato che non volevo comprare in kit ossigeno- gas tecnico, volevo fare da me un kit per saldare più veloce, utilizzando una bombola di gas propano da 5kg che utilizzo per saldare la carta bitumata con relativo regolatore , per aumentare il potere calorifero una bomboletta di ossigeno a perdere , o meglio quelle più piccole da ricaricare. Che dite e’ una buon idea si riesce ad aumentare la temperatura? Naturalmente non sarà adatta a saldare il ferro , vi chiedo quale modello di cannello posso utilizzare e i relativi regolatori, le valvole di sicurezza vanno montate doppie, sia sui tubi del propano che su quello dell’ossigeno? Vicino alla lancia e in prossimità dei regolatori? La valvola di non ritorno va utilizzata anche se si usa solo il propano senza ossigeno? In attesa vi ringrazio
Parto dalle ultime domande: per la sicurezza assoluta occorre mettere una prima valvola avvitata sui riduttori, sia ossigeno che propano o acetilene.
Poi una valvola antiritorno gas (sacrificale) sia sul tubo od che propano o acetilene. Che sia montata vicino all’impugnatura o a metà tubo non importa (basta che ci sia).
Le valvole quindi vanno montate anche col il gas propano. Vanno messe per tutti i gas, ossigeno compreso.
Per aumentare la temperatura della fiamma l’ossigeno è indispensabile: la combinazione migliore è ox/acetilene, poi viene ox/propano (che ci puoi cmq saldare anche il ferro) e poi ox/butano.
Quindi, per concludere, senza l’ossigeno in bombola, che è puro, la temperatura sarà inferiore.
La differenza credo che sarà solo economica, per la scelta se bombole usa e getta o ricaricabili: dipende da quanto saldi…….
L’ultima annotazione: le leghe rame fosforo che hai usato fondono a 700/750° circa. Le leghe d’argento possono arrivare a 620° circa, ci metti meno, la lega lega benissimo non solo sul rame ma anche sul ferro. Spero di essere stato esauriente. Saluti.
vorrei sapere come si puo saldare un disco per troncatrice a ferro con saldatrice a cetilene e ossigeno o provato pero si verifica un problema ,finita la saldatura mentre si raffredda si spezza vorrei sapere il motivo grazie
Questa operazione va fatta da saldatori esperti. In ogni caso occorre utilizzare leghe ad alto tenore d’argento, 40 45% in modo da abbassare la temperatura di fusione e non rovinare il disco.
E poi la gestione del calore è la cosa fondamentale.
Buongiorno, complimenti per la guida molto utile ed esaustiva, vorrei chiedere un consiglio pratico: dovrei saldare un ingresso filettato ad un serbatoio di lamiera molto sottile, unendo quindi due componenti di spessori diversi entrambi in ferro. in alternativa alla saldatura Tig, come dovrei procedere se volessi effettuare una saldatura a gas a tenuta stagna, premesso che poi il serbatoio verrà rivestito internamente per prevenire la ruggine, che tipi di lega e gas sarebbero più opportuni a questo scopo? per intenderci il tipo di saldatura dovrebbe essere analogo a quello mostrato in figura sotto al titolo ‘Temperature elevate nella saldatura a gas’. Grazie Alberto
[…] Imparare a saldare è importate. Se saldare su pezzi di buon spessore è relativamente facile, le cose si complicano con quelli più sottili che, purtroppo, tendono a bucarsi sotto l’effetto dell’arco voltaico. La prima cosa da fare, quindi, per capire come saldare correttamente è quella di impostare un valore di corrente il più basso possibile, sufficiente però a fondere l’elettrodo. L’ultimo step di un buon saldatore è il raggiungimento di una buona capacità nella saldatura a gas. […]
[…] All’estremità opposta della bombola, bisogna tagliare via una parte del raccordo esistente perché il filetto non è compatibile con gli attacchi idraulici da collegarvi; al moncone che resta si salda un tubo con filetto corretto (una saldatura a filo continuo va bene, anche se l’idelare sarebbe una saldatura a gas) […]
[…] strisce di assorbimento possono essere saldate sia con saldatura forte sia con saldatura dolce. Nel primo caso il tubo di raccolta va saldato direttamente alle estremità […]
[…] Questo carrello portabarca fai da te, costruito dal nostro lettore Marco Briccola in sole 12 ore con materiali di facile reperibilità, necessita di circa 100 euro per essere realizzato. Occorrono utensili per piegare, forare e tagliare il ferro, più una saldatrice: le saldature devono essere solide e stagne e le irregolarità si possono pareggiare con la smerigliatrice angolare (approfondisci come saldare a filo continuo oppure come saldare a gas). […]
Buongiorno,faccio lavori di bigiotteria in ottone e rame. Sono autodidatta,ma in continua evoluzione, questo mi ha portato a eseguire lavori sempre più complessi,fino ad arrivare alla saldatura. Ho acquistato un cannello e regolatore basilare monofase(per iniziare non volevo fare una spesa eccessiva) e sotto consiglio del rivenditore ho ordinato una bombola gas propano per uso domestico. Ebbene, dopo circa quaranta micro saldature riuscite bene,ho avuto problemi con la fiamma che si è ridotta notevolmente fino a non emanare più la giusta fiamma per sciogliere la bacchetta castolin che uso.All’inizio ho pensato che si fosse esaurito il gas,ma la bombola era ancora piena. Vorrei capire dove sta il problema,forse occorre usare bombole gas adatte? Informandomi ho scoperto che si usano spesso de bombole,una adacitelene è una a ossigeno, é questa la soluzione?
Grazie.